Download
1 / 50
510 likes | 821 Views
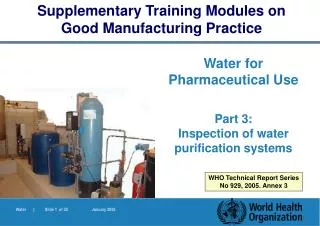
Finished Pharmaceutical Products (FPPs) (special reference to TB and HIV/AIDS). World Health Organization Training Workshop on Pharmaceutical Quality, GMP and Bioequivalence Kiev - Ukraine 3 to 7 October 2005. Theo Dekker, D.Sc., consultant to WHO Research Institute for Industrial Pharmacy

E N D
Finished Pharmaceutical Products (FPPs)(special reference to TB and HIV/AIDS) World Health Organization Training Workshop on Pharmaceutical Quality, GMP and Bioequivalence Kiev - Ukraine 3 to 7 October 2005 Theo Dekker, D.Sc., consultant to WHO Research Institute for Industrial Pharmacy North-West University, Potchefstroom, South Africa iiftgd@puk.ac.za
What is an FPP? Pharmaceutical Product Any preparation for human or veterinary use that is intended to modify or explore physiological systems or pathological states for the benefit of the recipient Finished Pharmaceutical Product (FPP) A product that has undergone all stages of production, including packaging in its final container and labelling Marketing Authorization of Pharmaceutical Products with special Reference to Multisource (Generic) Products: a Manual for a Drug Regulatory Authority(WHO, Blue Book)
Section 3. Dossier requirements for a Finished Pharmaceutical Product (FPP) Guideline Guideline on Submission of Documentationfor Prequalification of Multi-source (Generic) Finished Pharmaceutical Products (FPPs)used in the Treatment of HIV/AIDS, Malaria and Tuberculosis (Main guideline, PQ website, hand-out)
Section 3. FPPs: content of dossier 10/50 3.1Manufacturing and marketing authorization10/50 ** 3.2 Pharmaceutical development10/50 3.3 Formulation11/50 3.4 Sites of manufacturing12/5 ** 3.5 Manufacturing process12/5 3.6 Process controls, critical steps & intermediates12/5 3.7 Process validation and evaluation 13/5 3.8 Specifications for excipients15/50 ** 3.9 Control of the FPP (specifications) 16/50 3.10 Container closure system & other packaging 17/50 3.11 Stability testing (shelf-life) 17/50 (separate topic) ** 3.12, 3.13, 3.14 Labelling/SmPC/PIL23/50 **Not discussed in session
3.2 Pharmaceutical development 10/50 The aim of pharmaceutical development is • to design a qualityproduct and • the manufacturing process to deliver the product in a reproducible manner. Quality is built in by design, not tested in ICH Q8
3.2 Pharmaceutical developmentDesk research Learn about FPP before development, through: • Standard works / series / books – such as: • (Analytical) Profiles of Drug Substances and Excipients [eds: Florey / Brittain – 31 volumes] • Especially for “older” products, such as TB • Journals through search facilities such as • International Pharmaceutical Abstracts, Chemical Abstracts, Analytical Abstracts & internet • Public assessment reports: • EPAR & WHOPAR • Particularly important for ARVs
3.2 Pharmaceutical developmentDesk research: TB 4FDC tablets (1) This is a problem combination Composition in current Essential Drug List • Rifampicin 150 mg • Isoniazid 75 mg • Pyrazinamide 400 mg • Ethambutol 2HCl 275 mg • Total API weight 900 mg • Typical tablet weight~ 1.3 g
3.2 Pharmaceutical developmentTB 4FDC tablets – a problem mix (2) Rifampicin • Oxidation (quinone & N-oxide) • Protect from air exposure • Hydrolysis (3-formylrifamycin & 25-desacetyl) • Wet granulation / drying a potential problem? • Reaction with Isoniazid • produces 3-(isonicotinylhydrazinomethyl)rifamycin or more commonly known as isonicotinyl hydrazone • isonicotinyl hydrazone major decomposition product • Light sensitive • Product to be protected from light exposure
3.2 Pharmaceutical developmentTB 4FDC tablets – a problem mix (3) Isoniazid • Reacts with aldehydes/reducing sugars • Sugar & lactose to be avoided in formulation !! • 3-Formylrifamycin (from rifampicin) Ethambutol hydrochloride (2HCl) • Hygroscopic • Absorbs water for reaction in tablets • Creates slightly acidic conditions • pH of 2% w/v solution: 3.7-4.0 (BP) • The acidic conditions enhance reaction between rifampicin and isoniazid reaction (isonicotinyl hydrazone formation)
3.2 Pharmaceutical developmentTB 4FDC tablets – a problem mix (4) Isonicotinyl hydrazone (3-(isonicotinylhydrazinomethyl)rifamycin) • This is major decomposition product in tablets containing rifampicin and isoniazid • Series of articles by dr. S. Singh et al. (NIPER), e.g. • S. Singh, T. T. Mariappan, N. Sharda, S. Kumar & A. K. Chakraborti. The reason for an increase in decomposition of rifampicin in the presence of isoniazid under acid conditions. Pharm. Pharmacol. Commun., 6, 405-410 (2000) • The pathway for the formulation of the hydrazone is discussed in the above publication
4FDC-TB tabletsexposed to 40°C/75%RH for one week Two products. “Bleeding” may start after more exposure (in-house) – ethambutol hygroscopic Indicates problem of moisture Control on left Control on left
4FDC-TB tabletspreventative/protective measures • Formulation -no sugar/lactose (isoniazid) • Separate granulation of rifampicin & isoniazid (limit contact) • Rifampicin as powder (not granulate)? • Prevent oxidation & hydrolysis • Low water content of tablet (USP ≤ 3.0%) • Protect product from moisture and oxygen • Film coating • Non-permeable packaging • Do not remove from primary packaging • Avoid repackaging • Light protection • Enteric coated tablets (delayed release)? – clinical studies • Differential formulation, e.g. delayed release & immediate release in one tablet ?? – clinical studies
3.2. Dossier requirementsPharmaceutical development • Section 3.2 should contain information on the development studies conducted to establish that • the dosage form, • the formulation, • manufacturing process, • container closure system, • microbiological attributes and • storage and usage instructions are appropriate for the purpose specified in the application. Also consult: ICH Q8: Pharmaceutical Development
3.2.1 Company research and development (R&D) 10/50 Aspects important for development of tablets a) Properties of the API of importance to the for FPP manufacturing and performance to be discussed, supported by data, such as • Stability for instance against • heat, oxidation by air and hydrolysis • Solubility • Hygroscopicity • Crystal form and particle size • especially for practically insoluble APIs
3.2.1 Company R&D (cont.) • Choice of excipients, e.g. • Compatibility with API(s) • Intended functions and concentrations in product • Safety aspects, e.g. TSE risk, to be addressed • For fixed-dose combination (FDC) products • Compatibility of APIs with each other • Consult the FDC guidelines of WHO and “Botswana Principles” on website
3.2.1 Company R&D (cont.) • Comparative dissolution testing(separate topic) • Assist in selection of the formulation • Compare formulation(s) with innovator product • This should be a basic strategy in development to maximize the chances of bioequivalence • Comparison of pivotal batches • Setting of dissolution specifications e) Explain • selection and • optimisation of manufacturing process – critical aspects
3.2.1 Company R&D (cont.) f)Overages should be justified • Packaging should ensure stability of FPP • Prospective validation at development phase • critical situations • unsatisfactory processes to be rectified • See also ICH Q8 guideline
3.2.1 Company R&D (cont.) i) Comparison of formulas (tabulated form) of • bio-batche(s) (clinical / bioequivalence) • development batches • stability batches • batches for validation / production • Provide brief summary of development of the FPP from pre-formulation to production scale strict requirement
3.2.1 Information from literature 11/50 Supportive data from literature can be included • Strongly recommended • Scientifically sound & do not reinvent the wheel Examples • Examples given at this workshop in other presentations • 4FDC TB tablets– incompatibilities (earlier) • Indinavir sulfate • Excellent analysis of published data for development purposes: Dr. J. Pogány: Research & Development, WHO workshop, 28 February 2005, Shanghai (PQ website) • Solid state properties of rifampicin (next slides)
3.2.1 Information from literatureRifampicin solid state properties (1) • Rifampicin exist is 3 solid state forms: • Polymorph I • Polymorph II • Amorphous form • Commercial material contains: • Polymorph II (predominantly) • Mixture of polymorph II and amorphous form • Five commercial samples (A to E) tested: Sample A: Form II Sample B: Form II Sample C: Form II + amorph Sample D: Form II + amorph Sample E: Form II
3.2.1 Information from literature Rifampicin - SEM photos Sample A Sample D Form II Form II + amorph
3.2.1 Information from literatureRifampicin -XRPDs Top: Sample A (Form II) – sharp signals Middle: Sample C (Form II + amorph) – intensity drop Bottom: Amorphous form - no pattern
3.2.1 Information from literatureRifampicin – powder dissolution (1) Medium: 0.1 M hydrochloric acid • Profiles of all samples are similar • Dissolves immediately in 0.1 M hydrochloric acid
3.2.1 Information from literatureRifampicin – powder dissolution (2) Medium: Phosphate buffer pH 7.4 • Profiles A, B & E are similar (f2 ≥ 50) • Profiles C & D are similar (f2 ≥ 50) - dissolution incomplete • Profiles A, B, E dissimilar from profiles C,D (f2 < 50) A, B, E(form II) C, DForm II + Amorph
3.2.1 Information from literatureRifampicin – powder dissolution (3) Medium: Water • Profiles A, B & E are similar (f2 ≥ 50) • Profiles C & D are similar (f2 ≥ 50) - dissolution incomplete • Profiles A, B, E dissimilar from profiles C,D (f2 < 50) A, B, E(form II) C, D(form II + amorph)
3.2.1 Information from literatureRifampicin - solid state conclusions • Solid state forms can be identified with XRPD & SEM • Presence of amorphous form slows down dissolution of raw material powder at higher pH (f2 test) • Incomplete dissolution after 65 minutes !! • Product may fail USP tolerance at pH 6.8 (75% in 45 min.) • Reason: Agglomeration / wettability • Comparative powder dissolution powerful tool for • selection of API manufacturer and • even in-house specification Reference: S. Q. Henwood et al. Solubility and dissolution properties of generic rifampicin raw materials. Drug Dev. & Ind. Pharm.26, 403-408 (2000) (RIIP)
3.3 Formulation 11/50 • Formula in tabulated form for: • Administration unit (e.g. one tablet) • Typical batch • Excipients • State function (e.g. lubricant, disintegrant) • Technical grade (e.g. micronised, purified water) • Also those removed during process (e.g. water) • Also those not always added (e.g. acid & alkali) • Capsule shells, inked imprints on dosage form • Justify any overages
3.3 FormulationExample ٭Removed during process (not in total mass)
3.5 Manufacturing process12/50 • Flow diagram • Indicate critical steps – in-process controls • Description of manufacturing/packaging, including • Scale • Equipment by type (e.g. tumble blender) & working capacity • Process parameters for steps, e.g. time, temp, pH • Environmental conditions, e.g. rel. humidity for hygroscopic FPPs.
3.5 Manufacturing process (cont.) • Proposal for reprocessing – justified with data • Copy of master formula • Batch manufacturing record – real batch • Sterile products – sterilisation steps &/or aseptic procedures • Description of in-process tests • Data for ≥ 3 full scale batches to support achievement of predetermined specifications
3.6 Manufacturing process controls ofcritical steps and intermediates12/50 • Critical steps • Acceptance criteria (justified) • Test methods (cross reference acceptable) • Intermediates isolated during process, • for instance tablets cores in film-coated tablet production • Acceptance criteria (justified if not compendial) • Test methods (cross reference acceptable)
3.7 Process validation & evaluation13/50 Differentiate between the following generics: 3.7.1 New FPPs(new for manufacturer, not market) • FPPs that have been newly developed by the manufacturer, though it will be a generic • Full validation required 3.7.2 Established FPPs • The manufacturer has manufactured & marketed this FPP for quite some time and now wishes to prequalify the FPP • ≥ 10 recent consecutive batches • result/trend/statistical analysis & discussion • Rejected batches excluded - submit failure investigation
3.7.1 Validation “new” product13/50 Purpose:To demonstrate validity of process • Submit concurrent validation • If not yet available • Submit validation protocol (details in dossier) • Commitment that once data has been generated on production scale batches • the data will be available for verification during inspection • the validation report will be submitted for evaluation • WHO will be informed of any significant deviations from the expected and proposed changes need prior approval by WHO by way of variation
3.7.1 Validation “new” productConcurrent / prospective validation (1) Concurrent validation • Carried out during normal production • First 3 production batches (prospective validation) • In-process controls are set on outcome • Extensive sampling and testing during process, for example (tablets) • planned sampling on mixing / granulation stages for content uniformity (low-dose FPPs & FDCs !) • A large number tablets for mass and/or content uniformity, hardness, friability and even dissolution • Sampled according to plan during process • Statistical analysis of results with conclusions • To be within acceptance criteria
3.7.1 Validation “new” productConcurrent / prospective validation (2) • Parenteral products, aseptically filled (if terminal sterilization is not possible) • Filling ampoules with culture media, then • Incubation and control of microbial growth • Level of contamination: ≤ 0.1% (previously: ≤ 0.3%) • Challenge experiments to determine • robustness of process • affect of material variations, such as particle size Can be carried out on experimental batches • For instance stability of granulate over time • Effect in case of unplanned stoppage
3.7.1 Validation “new” productConcurrent / prospective validation (4) Laboratory scale batches (small size), • To support e.g. formulation and packaging development Pilot batches • Used e.g. in stability and safety/efficacy studies • Size for oral solid dosage forms: the largest of • 10% of production scale or 100,000 units Productions scale • For full validation and stability studies • Scale-up / scale down after prequalification • Up to10-fold compared to the original batch size (minor) • Consult guideline on variations – revalidation required
3.9 Control of FPP16/50 Four subsections 3.9.1 Specifications 3.9.2 Analytical procedures 3.9.3 Validation of analytical procedures 3.9.4 Batch analysis (against full set of specifications) • Three or more batches • Full information on the batches, e.g. • Batch number and size • Date/place of manufacture and QC testing • Purpose of batches • Batch number of API • QA certified
3.9.1 Specifications for the FPP16/50 Specifications are one part of a total control strategy for the FPP designed to ensure product quality and consistency (ICH: Q6A). • Others include sound development studies and adherence to GMP; e.g., suitable facilities, a validated manufacturing process, in-process testing, stability testing, API testing, etc. • Product specifications (as in pharmacopoeia) orsplit into: • Release specifications and • Shelf-life specifications (may differ if justified)
3.9.1 FPP specifications (cont.) Important reading for setting specifications: • ICH guideline Q6A (also good for generics): • Specifications: Test Procedures and Acceptance Criteria for New Drug Substances and New Drug Products: Chemical Substances. Specifications based on compendial monographs: • Additional product related specifications, e.g. • Those standard for the type of dosage form (e.g. friability, tablet hardness, mass uniformity, viscosity) • ID of colorants (skip testing?) • microbial limits (skip testing?) • ID and assay of preservatives • Limits may be tighter than in monograph
3.9.1 FPP specificationsTypical parameters (2) • Appearance • Identification of the following in FPP • APIs • Colorants (skip testing possible) • Preservatives • Physical tests appropriate to dosage form e.g. • LOD, friability, hardness (tabs), relative density • Uniformity of dosage units (mass / content) • Pharmaceutical tests, e.g. • dissolution • Each API in FDC products
3.9.1 FPP specificationsTypical parameters (2) • Purity tests • Degradation products (related substances) • Special attention to API-API degradation products • Residual solvents (solvents used in process) • Microbial count / sterility / bacterial endotoxins • Content of APIs in FPP (assay) • Limits 95.0% – 105.0%, unless justified • Content of preservatives • Limits 90.0% – 110.0%, generally acceptable
3.9.1 FPP specificationsExample for uncoated tablets (cont.)
3.9.3 Validation analytical methods17/50 • Non-pharmacopoeial methods • All methods should be validated • Validation reports, including data & conclusions • Stability of sample/standard solutions • Pharmacopoeial methods • Full or partial validation/ verification of suitability • show validity for this formulation – specificity important • Validation study - ICH guidelines: • Q2A & Q2B
3.9.3 Validation analytical methodsICH (Q2A) table - validation parameters
3.10 Packaging17/50 • Container/closure system (immediate container) • Suitability for storage, transport, compatibility • protection against moisture, air, light if required • Detailed description, including liner/wadding • Specifications of parts in contact with product • Description • Identification (Typical: IR - specific) • Drawings and critical dimensions • Outer packaging • Description, type of material
3.11 Stability testing17/50separate topic One comment here The purpose of stability testing is to provide evidence on how the quality of a FPP varies with time under the influence of a variety of environmental conditions such as temperature, humidity and light and to establish a shelf-life for the FPP from EMEA guidance CPMP/QWP/122/02
3.12 Container labelling 23/50 • Outer packaging • where no outer packaging, on immediate packaging, e.g. HDPE bottle • Blisters and strips All the elements as listed on page 23/50
3.13 SmPC & 3.14 PIL 23/50 3.13 Summary of product characteristics (SmPC) • To appear in WHOPAR • Changes to SmPC to be approved by WHO • See Annex 5 of guideline 3.14 Patient information leaflet (PIL) • To appear in WHOPAR • In conformance with SmPC • See Annex 6 of guideline • From quality side, include (where appropriate) • Identification of dosage form in detail • Container description in detail • Storage requirements and approved shelf-life
Closing remarks The joint efforts of manufacturers & WHO • should cover all activities aimed at ensuring thatthe patient receives a product that meets established specifications and standards of quality, safety and efficacy • It concerns both • the quality of the products themselves and • anything that might affect quality, • including information supplied with the product (derived from Health Action International (Africa) definition for QA) • Quality is built in by design, not tested in