Download
1 / 4
40 likes | 203 Views
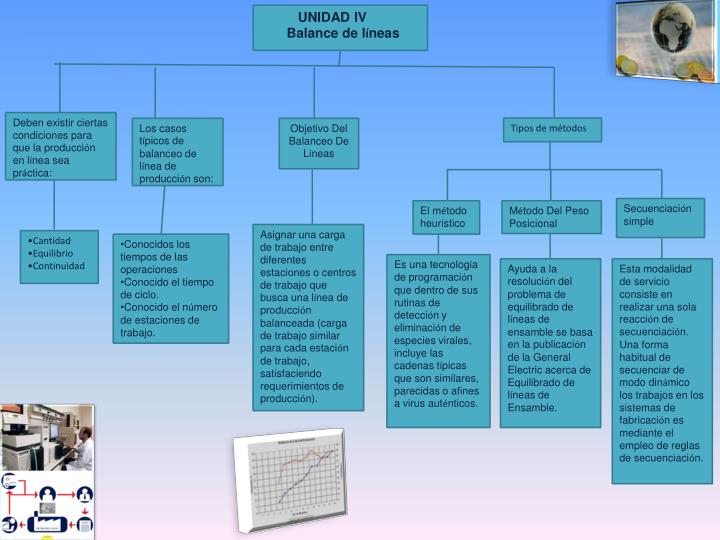
UNIDAD IV Balance de l í neas. Deben existir ciertas condiciones para que la producci ó n en l í nea sea pr á ctica:. Tipos de métodos. Los casos t í picos de balanceo de l í nea de producci ó n son:. Objetivo Del Balanceo De L í neas. Secuenciaci ó n simple.

E N D
UNIDAD IV Balance de líneas Deben existir ciertas condiciones para que la producción en línea sea práctica: Tipos de métodos Los casos típicos de balanceo de línea de producción son: Objetivo Del Balanceo De Líneas Secuenciación simple El método heurístico Método Del Peso Posicional Asignar una carga de trabajo entre diferentes estaciones o centros de trabajo que busca una línea de producción balanceada (carga de trabajo similar para cada estación de trabajo, satisfaciendo requerimientos de producción). • Cantidad • Equilibrio • Continuidad • Conocidos los tiempos de las operaciones • Conocido el tiempo de ciclo. • Conocido el número de estaciones de trabajo. Es una tecnología de programación que dentro de sus rutinas de detección y eliminación de especies virales, incluye las cadenas típicas que son similares, parecidas o afines a virus auténticos. Ayuda a la resolución del problema de equilibrado de líneas de ensamble se basa en la publicación de la General Electric acerca de Equilibrado de líneas de Ensamble. Esta modalidad de servicio consiste en realizar una sola reacción de secuenciación. Una forma habitual de secuenciar de modo dinámico los trabajos en los sistemas de fabricación es mediante el empleo de reglas de secuenciación.
UNIDAD V Sistema Mrp Comparado Con Sistemas De Punto De Reorden La diferencia fundamental entre las técnicas de punto de reorden y las del MRP es la fase de tiempo. Diferencias entre MRP I y MRP II El sistema MRP Elementos Sistema Mrp El sistema MRP II Es un sistema de punto de reorden con fases de tiempo para las demandas independientes. es el sistema de planificación de materiales y gestión de stocks que responde a las preguntas de, cuánto y cuándo aprovisionarse de materiales. El MRP II implica la planificación de todos los elementos que se necesitan para llevar a cabo el plan maestro de producción, no sólo de los materiales a fabricar y vender, sino de las capacidades de fábrica en mano de obra y máquinas. MRP II: Planifica la capacidad de recursos de la empresa y control de otros departamentos de la empresa. Basado como principal punto de apoyo en la demanda, y estudios de mercado. Abarca mas departamentos, no sólo producción si no también el de compras, calidad, financiero… Surge del estudio del comportamiento de las empresas (método sofisticado) Sistema de bucle cerrado (permite la mejora continua en cuanto a la calidad de los productos) para, en caso de error replanificar la producción. Mejor adaptación a la demanda del mercado. Mayor productividad. RightFirst Time (acciones correctas a la primera vez). Cave la posibilidad de realizar una simulación para apreciar el comportamiento del sistema productivo (respecto a acontecimientos futuros) Mejora la capacidad organizativa con el fin de aumentar le competitividad. MRP I: Planifica las necesidades de aprovisionarse de materia prima (programar inventarios y producción) Basado en el plan maestro de producción, como principal elemento. Sólo abarca la producción. Surge de la práctica y la experiencia de la empresa (no es un método sofisticado) Sistema abierto Beneficios/ Implicaciones: Los beneficios más significativos son:Satisfacción del cliente Disminución del stock Reducción de las horas extras de trabajo Incremento de la productividad Menores costos, con lo cual, aumento en los beneficios Incremento de la rapidez de entrega Coordinación en la programación de producción e inventarios Rapidez de detección de dificultades en el cumplimiento de la programación Posibilidad de conocer rápidamente las consecuencias financieras de nuestra planificación Beneficios/aplicaciones: Este sistema aporta los siguientes beneficios para la empresa:Disminución de los costes de Stocks Mejoras en el nivel del servicio al cliente. Reducción de horas extras y contrataciones temporales Reducción de los plazos de contratación. Incremento de la productividad. Reducción de los costes de fabricación. Mejor adaptación a la demanda del mercado.
UNIDAD VI EL JUSTO A TIEMPO Los objetivos del Just-in-Time suelen resumirse en la denominada “Teoría de los Cinco Ceros”, siendo estos: El sistema Just-in-Time tiene cuatro objetivos esenciales que son: La descripción convencional del JIT Filosofía ¿Qué es el método JIT? Las principales ventajas que se pueden obtener del uso de los sistemas Just-in-Time tipo arrastre/Kanban son las siguientes: Es un sistema para fabricar y suministrar mercancías que se necesiten, cuando se necesiten y en las cantidades exactamente necesitadas, solamente define el JIT intelectualmente. Es un proceso que ayuda a establecer un orden de prioridades en lo que se hace. La finalidad del método JIT es mejorar la capacidad de una empresa para responder económicamente al cambio. En un sistema Just-in-Time, el despilfarro se define como cualquier actividad que no aporta valor añadido para el cliente. • Atacar los problemas fundamentales. • Eliminar despilfarros. • Buscar la simplicidad. • Diseñar sistemas para identificar problemas. Cero tiempo al mercado. Cero defectos en los productos. Cero pérdidas de tiempo. Cero papel de trabajo. Cero stock. A los que suele agregarse un sexto “Cero”: Cero accidentes. • Reducción de la cantidad de productos en curso. • Reducción de los niveles de existencias. • Reducción de los plazos de fabricación. • Reducción gradual de la cantidad de productos en curso. • Identificación de las zonas que crean cuellos de botella. • Identificación de los problemas de calidad Enfoque Japonés De La Administración De Inventario El JIT pone énfasis en la búsqueda de la simplicidad, basándose en el principio de que enfoques simples conducirán hacia una gestión más eficaz. Elementos Sistemas JIT El sistema japonés se basa en un concepto fundamental llamado producción justo a tiempo. En él se requiere la producción de las unidades necesarias, en las cantidades necesarias y en el momento necesario, para lograr un desempeño con una variación de cero en tiempo de programa. El primer tramo del camino hacia la simplicidad cubre dos zonas: 1. Flujo de material. 2. Control. Existen siete elementos, seis de ellos son a nivel interno de la empresa y el último es a nivel externo. El primer elemento considera la eliminación del desperdicio. Los seis elementos restantes son técnicos o modos de cómo eliminar el desperdicio. El tercer, cuarto y quinto elemento están relacionados con la ingeniería de producción.
EL JUSTO A TIEMPO Calidad Total JIT Eliminación Del Desperdicio JIT Mejora Continua JIT Proveedores JIT Proveedores J.I.T. son: Alto nivel de calidad. Reducción de las cantidades de los pedidos. Más cortos y más fiables tiempos ciclo. Fue definido por Toyota, bajo el enfoque japonés, como “Cualquier elemento que exceda el mínimo de equipo, materiales, partes y trabajadores que son absolutamente necesarios para la producción” Se mezclan conceptos que se complementan adecuadamente: Calidad (TQC), Logística (JIT) y Mantenimiento (TPM), todas ellas orientadas a la reducción de costos, objetivos altamente deseado por toda gerencia, pero con calidad en el producto que al mercado, característica decisiva especialmente en mercados competitivos. Es una herramienta de incremento de la productividad que favorece un crecimiento estable y consistente en todos los segmentos de un proceso. Los Trabajadores Del JIT Se han identificado 7 tipos de desperdicio que deben ser eliminados: Se han identificado 7 elementos para la eliminación del desperdicio: Criterios para la calidad En JIT, los propios trabajadores tienen la posibilidad de mejorar sus trabajos a partir de sus propias ideas o a partir de ideas surgidas en el grupo de trabajo. JIT no trata a los empleados como una parte más de la línea de producción, sino que lo considera como la parte activa de la línea de producción, capaz de introducir mejoras por sí mismos. 1) Sobre producción (hacer solo lo que se necesita). 2) Tiempo de espera (debido a flujos entre operaciones y líneas mal balanceadas). 3) Transporte (por mal diseño de facilidades). 4) Inventarios (principalmente de trabajo en proceso). 5) Proceso de producción (pasos innecesarios en el proceso) 6) Movimiento y esfuerzo (movimientos humanos). 7) Defectos (eliminar defectos e inspecciones). El cliente exige calidad. La calidad es rentable. La calidad total mejora la moral del personal. 1.-Enfoque a redes de manufactura. 2.-Grupos tecnológicos. 3.-Calidad en la fuente. 4.-Producción JIT. 5.-Carga de planta uniforme. 6.-Sistemas de control de producción Kanban (sistemas pull). 7.-Reducción de tiempos de cambio de diseño. Distribuciones De Justo A Tiempo Puede ser de dos tipos: 1. Una línea de flujo semejante a una línea de montaje. 2. Una distribución por proceso o taller de trabajo.