Download
1 / 20
200 likes | 315 Views
Fluidised Powder Rig Development. Work by: Ottone Caretta, Peter Loveridge and Chris Denham (RAL) Tom Davies (Exeter University) Richard Woods ( Gericke Ltd.) With special thanks to EPSRC Engineering Instrument Pool www.eip.rl.ac.uk Presented by Ottone Caretta O.Caretta@rl.ac.uk

E N D
Fluidised Powder Rig Development Work by: Ottone Caretta, Peter Loveridge and Chris Denham (RAL) Tom Davies (Exeter University) Richard Woods (Gericke Ltd.) With special thanks to EPSRC Engineering Instrument Pool www.eip.rl.ac.uk Presented by Ottone Caretta O.Caretta@rl.ac.uk UKNF Meeting, Oxford June 2010
Is there a ‘missing link’ target technology? Some potential advantages of a flowing powder: Resistant to pulsed beam induced shock waves Favourable heat transfer Quasi-liquid Few moving parts Mature technology Areas of concern can be tested off-line LIQUIDS SOLIDS Contained liquids Open jets Flowing powder Monolithic Segmented
Schematic layouts of flowing powder targets for neutrino facilities Neutrino factory target - open jet configuration used in test rig on day 1 (for MERIT comparison) Superbeam target - contained within pipe (1) pressurised powder hopper, (2) discharge nozzle, (3) recirculating helium to form coaxial flow around jet, (4) proton beam entry window, (5) open jet interaction region, (6) receiver, (7) pion capture solenoid, (8) beam exit window, (9) powder exit for recirculation, (10) return line for powder to hopper, (11) driver gas line
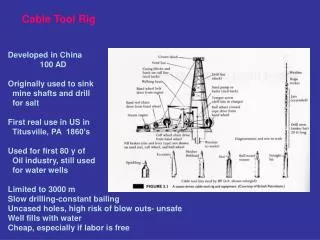
The rig Powder Rig contains 150 kg Tungsten Particle size < 250 microns Total ~8,000 kg powder conveyed 90 ejection cycles Equivalent to 15 mins continuous operation Batch mode Test out individual handling processes before moving to a continuous flow loop 2 1 3 4 1. Suction / Lift 2. Load Hopper 3. Pressurise Hopper 4. Powder Ejection and Observation
Experiments: the fun part! • Turbulent flow ~3bar • Dune flow ~1.5bar • Pulsing flow ~1.5bar • Coherent jet ~2bar
Areas of work • Measure density and variations of • Obtain as high an coherent density as possible • Match the suction and ejection rates currently 1:10 ratio (necessary for continuous operation) • Minimise wear of the system and of the powder • PIV • Improve powder flow path • Optimise the suction cycle • Eliminate design flaws from the rig • Pulsing flow ~1.5bar • Coherent jet ~2bar
Coherent jet characterisation Coherent Jet workout Tungsten powder <250 um 2.0 bar ejection hopper pressure Jet “droops” by ~30 mm over a 300 mm length Each particle takes ~0.1 sec to traverse viewport Coherent flow with separation between the 2 phases Constant pressure in hopper throughout ejection Small velocity gradient from top to bottom Velocity constant over time Cross section of the jet remains constant as the jet flows away from the nozzle Geometry of the jet remains reasonably constant with time Vair ~30 m/s Vjet = 3.7 m/s Low pressure ejection schematic Still from video clip (2 bar ejection hopper pressure) Ottone Caretta, Oxford, Nov 09
Jet Density Calculation ID h Nozzle ID = 21.45 mm Jet height = 14.6 mm Jet Area = 262 mm2 From hopper load-cell data log: 63 kg in 8 sec = 7.875 kg/sec • Recall: Solid Tungsten density = 19,300 kg/m3 • Powder density “at rest” ~ 50% solid Density Calculation for 2 bar ejection Jet area, A= 262 mm2 (from nozzle dimensions and video still measurements) Powder bulk velocity, V = 3.7 m/s (from particle tracking) Vol flowrate = A.V = 0.000968 m3/s Mass flowrate = 7.875 kg/s (from loadcell) Jet Density = Mass flowrate / Vol flowrate = 8139 kg/m3 Jet Density = 42% Solid tungsten density Uncertainty is of the order ± 5% density Ottone Caretta, Oxford, Nov 09
Open Source - Particle Image Velocimetry (PIV) • http://www.openpiv.net/ • Allows calculation of relative velocities between pairs of subsequent images. • Velocities can be scaled in space and time Ottone Caretta, Oxford, Nov 09
PIV - Highlighting the odd grains • Original images • Average images • Negative image (subtracted the average image) this highlights the odd grains Ottone Caretta, Oxford, Nov 09
PIV – velocity range selector • Allows taking out fringes and mistaken points from the average calculation Ottone Caretta, Oxford, Nov 09
PIV - example Ottone Caretta, Oxford, Nov 09
PIV – vertical velocity profile in the jet Ottone Caretta, Oxford, Nov 09
Variations in the flow rate – typical 2bar ejection • How much material does the beam meets? • Density? • Is the amount of material in the nozzle (or jet) constant? Ottone Caretta, Oxford, Nov 09
Future experiments – prevent phase separation • The commercial dense phase conveyer is • less than ideal! • Sharp bend • Horizontal reducer • Unused lower air supply • Vertical reducer (near continuous) • Long radius bend
Future experiments – artificial/regular slug formation • Pulsed air injection • Separate, bunch and accelerate slugs
Future experiments – continuous recirculation (contained target)
Analytical study on lifting power requirements The blower in the rig (18kW) has so far been able to lift at 1kg/s vs an ejection rate of ~10kg/s But there is hope! Powder lifting flow rate depends on a few variables: • Powder entrainment in the air stream • Powder size distribution • Sphericity of the grains • Diameter of the suction line • Air to powder ratio • Density of the powder • Density of the gas • Temperature of the gas • Etc.!
Different density requirements for Superbeam and NuFact High density tungsten for NuFact Low density alumina for Superbeam?