Download
1 / 47
470 likes | 482 Views
If we work with a cross section of the color tree as CIELab space, this space is divided by two axes which intersect at a grey neutral area in the centre. “a” is the red-green axis which is red on the positive side and green on the negative side. “b” is the yellow-blue axis which is yellow on the positive end and blue on negative end.

E N D
CMC (Colour Measurement Combination): DL(-) = DARKER; DL(+) = LIGHTER; Da(+) = REDDER; Da(-) = GREENISH; Db(-)= BLUEISH.
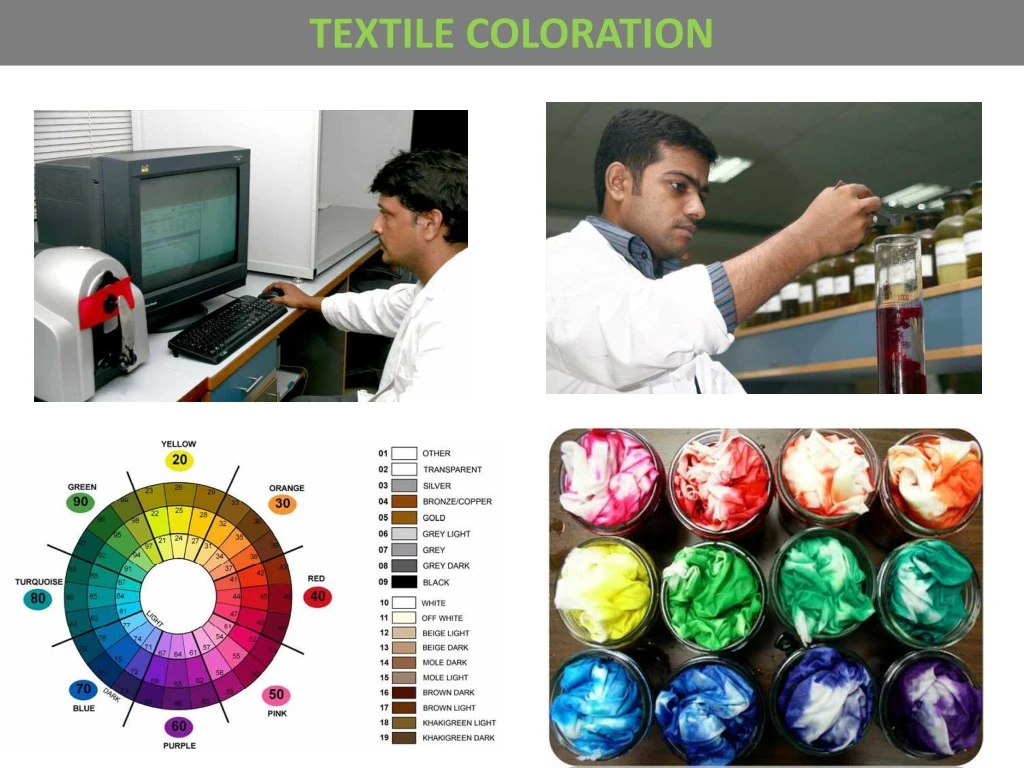
Color are divided in following class 1. Avarage color 2. Black color 3. Blue /turquise /Green 4. Royal blue R SPCL 5. Brawon 6. White
PANTONE BOOK (TCX, TPX): This book is used for shade matching. Sometime buyer gave the pantone no. in their order. Pantone no. indicates the shade of the garments. It’s a universal shade matching book. Full name : Pantone Textile Color Selector Color numbering system : 6 digit + suffix First two digits : 11 to 19 (range of lightness) Middle two digits : 01 to 64 (range of hue) Last two digits : 01 to 65 (range of chroma)
Color combination Chart on basis On factory Color Black White Blue/green Brawon Avg RSPCL Black OBA Yellow navy Red Blue dyes Red Blue Blue yellow R spcl Blue turquoise red Blue Yellow
COLOR SPACE It helpful to think of Color Space in terms of a color tree. The Lightness scale is arranged from top to bottom. The Light- ness scale forms the first dimen- sion of this color space. The Lightness value of a color is referred to by the letter L. Black will have low L value and white willhave a high L value.
Color Space If we look at a cross section of the color tree, we can see Hue (color) is arranged in continuous scale from red to violet. This dimension is referred by the letter H. Chroma, referred to by letter C, is increasing outwards from the centre point, where neutral starting with grey, and gradually increasing in saturation to the periphery.
CIELab If we work with a cross section of the color tree as CIELab space, this space is divided by two axes which intersect at a grey neutral area in the centre. “a” is the red-green axis which is red on the positive side and green on the negative side. “b” is the yellow-blue axis which is yellow on the positive end and blue on negative end.
CIELab Today the most widely used of the opponent-type scales is the CIELab color scale. It was adopted in 1976 and identifies object color using three coordinates (L*a*b*). The tristimulus XYZ values of a color, when converted to L*a*b* values, do a better job of describing the color as seen by an observer.
Color Difference CIELAB (L*a*b*) values are used to represent product colors. They can be plotted in Color Space and then used to calculate color differences between the established product “standard” and a “batch”.
Color Difference A color difference measurement is calculated by subtracting the L*a*b* of standard from the batch. Differences seen in the previous examples are illustrated below. Batch Std Diff. Visual Terms L*= 40 a*= 20 b*= 30 50 30 20 - 10 - 10 10 Darker Less Red Yellower We can now calculate the totall color difference between the Standard and the Batch by calculate the distance between the samples in all three dimensions.(L,a,b)
Color Difference The difference between the L value of the Std and Batch is called delta L* or DL*. In this example DL* = -10. The difference between the “a” value is also calculated to determine a redness -greenness. This difference is called delta a* and it represented by symbol Da*. Here Da* = -10. The same calculation is also performed to determine the yellow-blueness of the Std and Batch. This difference is called delta b* or Db*. In this example Db*=10. In the conclusion, DL*, Da* and Db* can be describe as: DL*,+ DL = Lighter - DL = Darker Da*, + Da* = Redder or Less Green - Da* = Greener or Less Red Db*, + Db*= Yellower or Less Blue - Db*= Bluer or Less Yellow
Color Difference If we draw the line from intersection of “a” and ”b” axis to the point represent the sample, longer the line is higher the chroma in color. Chroma difference is referred by DC*, if DC* is positive a batch has a higher chroma (stronger); if negative DC* a batch is weaker than Std. As Hue difference is an angular difference, it is not in CIELAB unit and therefore the preferred component, so DH* can be calculate by DH*=[(DE)2-(DL*)2-(DC*)2]1/2
Total Color Difference A color difference equation using DL*, Da* and Db* to calculate the Total Color Difference between Std and the Batch. This Total Color Difference is called delta E and it represented by symbol DE*. DE* can be calculated using this equation; DE* = [(DL*)2+ (Da*)2+ (Db*)2 ]1/2 With reservation it can be said that color difference DE* >1
Color Tolerance Individual delta’s of CIELAB can be use for set up color tolerance instead of single number DE*. The step to setting color tolerance will be discuss as follows; 1. Select a large population of sample from actual production which show all the possible process variations. 2. Visually acceptable & unacceptable are separated when compare to standard. 3. Instrumental color difference measurement of these samples are made and then plotted to define a tolerance area with acceptability limits
Color Tolerance 4. Data collected is then plotted in CIELAB chroma (a*/b*) diagram In time it will define a tolerance area. All the trials falling within the elliptical area are considered “visually acceptable” and those outside are visually unacceptable. The key to this type of work is defining the individual tolerance area for a given STD color.
Color Tolerance A tolerance area shaped like a box is inadequate in containing only the visually acceptable samples. Experience has show that observer do not accept and reject based on the neat, symmetrical tolerance boxes. When color differences are plotted they invariably from something closer to an ellipse in shape, rather than a rectangle or square.