Download

1 / 66
660 likes | 869 Views
第. 三. 章. 多. 闭. 环. 控. 制. 系. 统. 的. 构. 造. 及. PROFIBUS. 网. 络. 组. 态. 第. 三. 章. 多. 闭. 环. 控. 制. 系. 统. 的. 构. 造. 第 351 讲-第 361 讲. 及. PROFIBUS. 网. 络. 组. 态. 本讲主要内容 第五节 弱磁控制的直流调速控制系统 第六节 PROFIBUS 通信和网络组态. 1. 闭环数目的限制 经过上述分析,好像是环越多越好,但是,控制系统的闭环数目受

E N D
第 三 章 多 闭 环 控 制 系 统 的 构 造 及 PROFIBUS 网 络 组 态
第 三 章 多 闭 环 控 制 系 统 的 构 造 第351讲-第361讲 及 PROFIBUS 网 络 组 态 本讲主要内容 第五节 弱磁控制的直流调速控制系统 第六节 PROFIBUS通信和网络组态
1.闭环数目的限制 经过上述分析,好像是环越多越好,但是,控制系统的闭环数目受 到如下条件的限制不能无限制的增加: ① 被控对象状态变量多少的限制 ② 控制系统自然稳定条件的限制 ③ 生产工艺性能要求及控制效果的限制 注意:当考虑提高非储能元件的抗干扰能力时,有时会出现闭环数目高于 状态变量的数目情况。 当用双闭环调速系统满足生产工艺要求时,就尽量不要使用三环调速系统。(为什么?) 四、闭环数目的限制与带预控制调节器的闭环系统
Id • 到目前为止,我们所使用的数学模型都是在电流连续的条件下推导出来的,如果电流发生断续,对于转速电流双闭环系统如何解决此类问题呢?
2.带预控制调节器的闭环系统 当受到某种条件的限制或控制效果的限制,不能用常规PID调节器进 行控制时,在工业控制中,一般首先考虑选用预控制调节器,预控制调节 器属于预测控制范畴。 预测就是借助于对已知、过去和现在的分析得到对未知和未来的了解, 预测控制是近年来发展起来的一类新型控制策略,这种控制策略和传统控 制理论有着明显的不同。 它不需要被控对象的精确的数学模型,且无需事先知道过程模型的结构 和参数的有关先验知识,利用数字计算机的计算能力,将直接从生产现场 检测到的过程响应(即脉冲响应或阶跃响应),实行在线的滚动优化计算, 从而取得较好的综合控制效果。 四、闭环数目的限制与带预控制调节器的闭环系统
2.带预控制调节器的闭环系统 当受到某种条件的限制或控制效果的限制,不能用常规PID调节器进 行控制时,在工业控制中,一般首先考虑选用预控制调节器,预控制调节 器属于预测控制范畴。 预测就是借助于对已知、过去和现在的分析得到对未知和未来的了解, 预测控制是近年来发展起来的一类新型控制策略,这种控制策略和传统控 制理论有着明显的不同。 它不需要被控对象的精确的数学模型,且无需事先知道过程模型的结构 和参数的有关先验知识,利用数字计算机的计算能力,将直接从生产现场 检测到的过程响应(即脉冲响应或阶跃响应),实行在线的滚动优化计算, 从而取得较好的综合控制效果。 四、闭环数目的限制与带预控制调节器的闭环系统
2.带预控制调节器的闭环系统 用晶闸管-电动机所组成的调速控制系统经常遇到电流断续的问题,当 电流出现断续时,所有的调节器都失去正常的控制作用。为了解决此类问 题,对于非可逆调速系统一般调速器都采用带电流预控制器的闭环系统。 四、闭环数目的限制与带预控制调节器的闭环系统
2.带预控制调节器的闭环系统 此预控制调节器,能根据电流连续和断续状态或转矩改变符号时所要求 的触发角,进行快速变化,改善调节系统的动态响应,控制效果和抗干扰 能力方面都优于带电流微分环节的三环调速控制系统。 四、闭环数目的限制与带预控制调节器的闭环系统
2.带预控制调节器的闭环系统 此预控制调节器,能根据电流连续和断续状态或转矩改变符号时所要求 的触发角,进行快速变化,改善调节系统的动态响应,控制效果和抗干扰 能力方面都优于带电流微分环节的三环调速控制系统。 四、闭环数目的限制与带预控制调节器的闭环系统
目前所构造的控制系统具有一个共同的特点: 所有的反馈环都是按照反馈环的“组合方法”构造的。 在实际工程中,能否有不遵循“组合方法”,按照所能实现的功能构造控制系统的反馈环节呢? 探索与发现
第五节 弱磁控制的直流调速控制系统 一、问题的提出及解决原则 在生产实际当中经常遇到既有恒功率又有恒转矩控制的场合,例 如:造纸厂、纺织印染厂和钢厂等企业都有开卷和收卷调速控制系统。
第五节 弱磁控制的直流调速控制系统 一、问题的提出及解决原则 例如:某轧钢厂的横剪流水线,如下图所示,其开卷生产工艺如图所示。
第五节 弱磁控制的直流调速控制系统 一、问题的提出及解决原则 在下图中,生产工艺要求在生产过程中钢板的线速度不变。那么对于开 卷控制系统随着钢板卷直径的不断减小,驱动该卷的电动机的转速就会越 来越高。
第五节 弱磁控制的直流调速控制系统 一、问题的提出及解决原则 如果是纵剪流水线,还有收卷控制系统随着钢板卷直径的不断增大驱动 该卷的电动机的转速就会越来越低。
一、问题的提出及解决原则 对于这种场合,为了使电动机得到充分利用,《电机与拖动》书中 给出了解决问题的基本原则: “在基速以下用调压调速;在基速以上用 弱磁调速”。这个原则从中暗示我们把额定转速选择在恒功率和恒转矩 的分界点上(如图所示)。 但是在《电机与拖动》书中只 是讲了解决问题的基本原则,具体 控制系统如何来实现没有讲述。如 何来解决这个问题呢?根据系统的 形成理论我们很容易地设计出下面 的控制系统。 弱磁调速区 基速 调压调速区 第五节 弱磁控制的直流调速控制系统
注意:1)如果不用双闭环调速控制系统,用其它调速控制系统也可注意:1)如果不用双闭环调速控制系统,用其它调速控制系统也可 以。但是能同时满足生产工艺要求的动态和静态技术指标的最简控制系 统就是双闭环调速控制系统。 2) 励磁电流引 负反馈的目的 是为了实现对 励磁电流的准 确控制。 二、弱磁控制的直流调速系统的构造过程
注意: 3) 当不进行弱磁控制时,弱磁电位器应处于最大状态。因为 《电机与拖动》的知识告诉我们:在调压调速时一定要使励磁处于饱和状 态。为什么? 由转矩表达式 可知在相同的电枢 电流条件下, 越大,电磁转矩就 越大。 二、弱磁控制的直流调速系统的构造过程
问题讨论:当生产工艺要求电动机的转速处于 0<n≤ne之间时,调节问题讨论:当生产工艺要求电动机的转速处于 0<n≤ne之间时,调节 调速电位器就能达到或满足生产工艺要求;但是当生产工艺要求电动 机的转速处于 n>ne时,减少弱磁电位器的输出电压时 ( 即Φ↓)。 发现电动机的转速不变? 难道弱磁升速的理论错了吗? 二、弱磁控制的直流调速系统的构造过程
由于改变电动机的励磁,就是改变电动机对数CeФ而该参数在转速反由于改变电动机的励磁,就是改变电动机对数CeФ而该参数在转速反 馈环的前向通道上,根据抑制定理可得:此参数的变化将受到反馈环抑制 作用,导致转速不能变化。 二、弱磁控制的直流调速系统的构造过程
解决方法:按照《电机与拖动》书中所说弱磁调速的条件:在弱磁过程中解决方法:按照《电机与拖动》书中所说弱磁调速的条件:在弱磁过程中 应保持E=常数。根据反馈定理要想维持一个物理量不变就应该引这个物理 量的负反馈与恒值给定相比较形成闭环控制系统。尽管反电动势E没有办 法直接引出,但 是我们可以近似 计算出来,计算 公式为: 二、弱磁控制的直流调速系统的构造过程
二、弱磁控制的直流调速系统的构造过程 其特点是:无论在恒转速段还是恒功率段,都用转速给定电位器调节。额定 电动势电位器在整个的调速过程中不做调整,额定电动势电位器仅当改变电 动机的型号时调整(此按钮一般在控制柜的内部)。(如果某电动机额定电动势 E是400V,我们调整额定电动势电位器输出端为10V;如果某电动机额定电 动势E是200V, 我们调整额定电 动势电位器输出 端为5V等)。 转速给定 电动势给定
1)当n≤ne时,Ue* ≥Ue=>电动势调节器AER处于饱和状态,实现了恒转矩 调速。 2) 当n>ne时,由Ue* <Ue变化到=>由Ue* = Ue电势调节器AER退出饱和状 态,又因为反电动势环的给定不变,所以达到了弱磁的调速目的。 此控制系统 通常称为:非独 立控制励磁的调 速控制系统,就 是因为调节一个 电位器就能实现 弱磁调速的目的。 二、弱磁控制的直流调速系统的构造过程
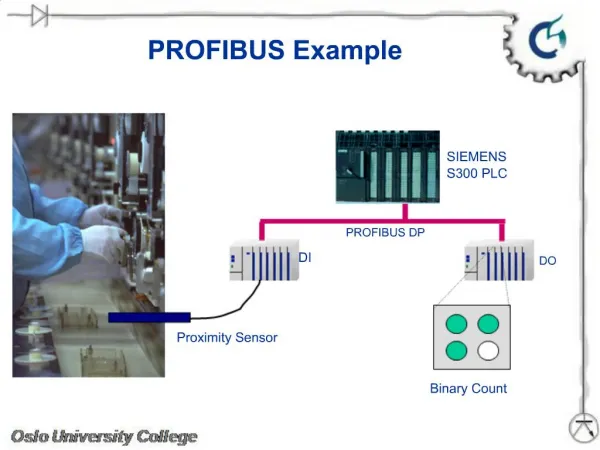
第六节 PROFIBUS通信和网络组态 PROFIBUS是Process Field Bus的简称,它广泛应用于加工制造业自动 化、流水线工业自动化和过程、楼宇等其他自动化领域。PROFIBUS现 场总线已成为我国的行业标准。
第六节 PROFIBUS通信和网络组态 PROFIBUS是Process Field Bus的简称,它广泛应用于加工制造业自动 化、流水线工业自动化和过程、楼宇等其他自动化领域。PROFIBUS现 场总线已成为我国的行业标准。
第六节 PROFIBUS通信和网络组态 PROFIBUS是Process Field Bus的简称,它广泛应用于加工制造业自动 化、流水线工业自动化和过程、楼宇等其他自动化领域。PROFIBUS现 场总线已成为我国的行业标准。
第六节 PROFIBUS通信和网络组态 PROFIBUS是Process Field Bus的简称,它广泛应用于加工制造业自动 化、流水线工业自动化和过程、楼宇等其他自动化领域。PROFIBUS现 场总线已成为我国的行业标准。 现场总线是低带宽的底层控制网络,它构造了新型的、开放的自动化 系统。它可与因特网(Internet)相连。因为它位于生产控制和网络结构的 底层,所以又称为基础网或底层网(Infranet)。
第六节 PROFIBUS通信和网络组态 一、通信基础知识 控制设备之间的信息交换一般称为通信。 1、数据传输方式 ① 并行通信方式 并行通信在传送数据时,一个数据的所有位同时传送,因此每个数 据位都需要一条单独的传输线。并行通信的特点是:传送速率快,但硬 件成本高,不宜于远距离通信。 ② 串行通信方式 串行通信在传送数据时,数据的各个不同位分时使用同一条传输 线,从低位开始一位接一位按顺序传送。串行通信的特点是:需要的信 号线少,最少的只需要两根线(双绞线),适合远距离传送数据。
第六节 PROFIBUS通信和网络组态 一、通信基础知识 控制设备之间的信息交换一般称为通信。 1、数据传输方式 ① 并行通信方式 并行通信在传送数据时,一个数据的所有位同时传送,因此每个数 据位都需要一条单独的传输线。并行通信的特点是:传送速率快,但硬 件成本高,不宜于远距离通信。 ② 串行通信方式 串行通信在传送数据时,数据的各个不同位分时使用同一条传输 线,从低位开始一位接一位按顺序传送。串行通信的特点是:需要的信 号线少,最少的只需要两根线(双绞线),适合远距离传送数据。
第六节 PROFIBUS通信和网络组态 一、通信基础知识 控制设备之间的信息交换一般称为通信。 1、数据传输方式 ② 串行通信方式 串行通信在传送数据时,数据的各个不同位分时使用同一条传输 线,从低位开始一位接一位按顺序传送。串行通信的特点是:需要的信 号线少,最少的只需要两根线(双绞线),适合远距离传送数据。 串行通信传输速率(又称波特率)的单位为“比特每秒”,即每秒钟传送的二进制位数,用bit/s表示。
第六节 PROFIBUS通信和网络组态 一、通信基础知识 2、数据传送方向 ① 单工方式 在单工通信方式下,通信线的一端连接发送器,另一端连接接收器, 它们形成单向连接,只允许数据按照一个固定的方向传送。如下图所 示,数据只能由A站传送到B站, 而不能由B站传送到A站。
第六节 PROFIBUS通信和网络组态 一、通信基础知识 2、数据传送方向 ②半双工方式 在半双工通信方式下,系统中每一个通信设备都由一个发送器和一个 接收器组成,通过收发开关接到通信线路上,如上图所示。在这种方式 中,数据能从A站传送到B站,也能从B站传送到A站,但是不能同时在 两个方向上传送,即每次只能一个站发送,另一个站接收。收发开关通 过半双工通信协议进行功能切换。
第六节 PROFIBUS通信和网络组态 一、通信基础知识 2、数据传送方向 ③全双工方式 在全双工通信方式下,系统中每一个通信设备都由一个发送器和一个 接收器组成,数据可以同时在两个方向上传送,如下图所示 。
第六节 PROFIBUS通信和网络组态 一、通信基础知识 3、传输介质 目前,普遍使用的传输介质有同轴电缆、双绞线和光缆。其中双绞线 (带屏蔽)成本低、安装简单;光缆的尺寸小、质量轻、传输距离远,但 成本高,安装维修不方便。 4、串行通信接口 工业网络中大多采用串行通信在设备或网络之间传送数据,常用的 有以下几种串行通信接口。 ① RS-232C接口 ;② RS-422接口 ③ RS-485接口
第六节 PROFIBUS通信和网络组态 一、通信基础知识 3、传输介质 目前,普遍使用的传输介质有同轴电缆、双绞线和光缆。其中双绞线 (带屏蔽)成本低、安装简单;光缆的尺寸小、质量轻、传输距离远,但 成本高,安装维修不方便。 4、串行通信接口 工业网络中大多采用串行通信在设备或网络之间传送数据,常用的 有以下几种串行通信接口。 ① RS-232C接口 ;② RS-422接口 ③ RS-485接口
第六节 PROFIBUS通信和网络组态 RS:推荐标准 232:标识号 C:标准修改次数 一、通信基础知识 4、串行通信接口 工业网络中大多采用串行通信在设备或网络之间传送数据,常用的 有以下几种串行通信接口。 ① RS-232C接口 RS-232C接口是计算机普遍配备的接口,应用既简单又方便。它采 用负逻辑,利用传输信号线与地线之间的电压差表示逻辑电平,用-5~ -15V表示逻辑“1”,用+5~+15V表示逻辑“0”。RS-232C可使用9针或25针D 型连接器,当两台通信设备距离较近、不需应答信号时,只需连接三根 线,如图所示。
第六节 PROFIBUS通信和网络组态 RS:推荐标准 232:标识号 C:标准修改次数 一、通信基础知识 4、串行通信接口 工业网络中大多采用串行通信在设备或网络之间传送数据,常用的 有以下几种串行通信接口。 ① RS-232C接口 RS-232C接口是计算机普遍配备的接口,应用既简单又方便。它采 用负逻辑,利用传输信号线与地线之间的电压差表示逻辑电平,用-5~ -15V表示逻辑“1”,用+5~+15V表示逻辑“0”。RS-232C可使用9针或25针D 型连接器,当两台通信设备距离较近、不需应答信号时,只需连接三根 线,如图所示。
第六节 PROFIBUS通信和网络组态 一、通信基础知识 4、串行通信接口 ① RS-232C接口 RS-232C使用单端发送、单端接收的电路,如图所示。发送器和接收器之间有公共 的信号地线,共模干扰信号不可避免地要进入信号传送系统中,使信号“0”变成“1”, “1”变成“0”。因此,这种电路限定了其传输的距离和速率,RS-232C的最大通信距离为15m,最高传输速率为20kbit/s,只能进行一对一的通信。
第六节 PROFIBUS通信和网络组态 一、通信基础知识 4、串行通信接口 ②RS-422接口 RS-422接口采用平衡驱动、差动接收电路,从根本上取消了信号地线,如图所示。 利用两条信号线之间的电压差表示逻辑电平,(VA—VB)>+0.2V表示逻辑“1”,(VA—VB) <-0.2V表示逻辑“0”。当外部的干扰信号作为共模信号出现时,两根传输线上的共模干扰信号相同,因接收器是差分输入,共模干扰信号可以互相抵消。RS-422接口抗干扰能力强,有较高的通信速率,适合远距离传输。例如:距离为1.2km时,通信速率可达100kbit/S,而在12m较短距离内,通信速率可达10Mbit/s以上。
第六节 PROFIBUS通信和网络组态 一、通信基础知识 4、串行通信接口 ③RS-4485接口 RS-485接口是RS-422的变形,与RS-422不同的是:RS-422是全双工的,如图上所示。RS-485是半双工的,如图下所示。RS-485只有一对平衡差分信号线,用最少的信号连线(双绞线)即可实现通信任务。许多工业计算机;PLC和智能仪表均配有RS-485接口,可以方便地组成串行通信网络,系统中最多可以有32个站,新的接口器件已允许连接128个站。
第六节 PROFIBUS通信和网络组态 二、网络通信概述 1、现场总线的产生及其发展 在20世纪70~80年代,人 们在测量、模拟和逻辑控制领 域率先使用了数字计算机,从 而产生了集中式数字控制(又称 直接数字控制)。 典型集中控制器是PLC和 单片机。 传感器及操作板 控制器 执行机构
第六节 PROFIBUS通信和网络组态 二、网络通信概述 1、现场总线的产生及其发展 但是,集中控制在实践中 遇到了流水线比较大或执行机 构和传感器相距比较远时,如 果使用都集中在一起的控制方 案,现场控制线施工难度增 大、成本增大、可靠性反而又 降低了。 传感器及操作板 控制器 执行机构
第六节 PROFIBUS通信和网络组态 二、网络通信概述 1、现场总线的产生及其发展 为了解决这个问题人们只能使用若干个集中控制系统,就近就地的把 执行机构和传感器集中在一起的控制方案。 但是,这样做又遇到了控制器之间的信息传递问题,如何解决呢?
1、现场总线的产生及其发展 在20世纪80~90年代,出现了集散控制系统 DCS ( Distributed Control System),又称为分散控制系统,其核心思想是集中管理、分散 控制,即上位机用于集中监视管理,若干台下位机用于现场实时控制, 下位机之间的信息传递通过上位机实现互连。
1、现场总线的产生及其发展 由于DCS有如下缺点阻碍着自动化的发展潮流: ①不同制造商制造的DCS难以实现网络互连和信息共享; ②现场信号的检测、传输和控制还是采用4~20mA的模拟信号; ③布线复杂、费用高。
第六节 PROFIBUS通信和网络组态 二、网络通信概述 1、现场总线的产生及其发展 从20世纪90年代初期开始,出现了现场总线。由于现场总线适应 了自动化向网络化、智能化方向的发展,它一经产生便成为全球自动化 技术的热点,受到全世界的普遍关注。
第六节 PROFIBUS通信和网络组态 二、网络通信概述 2、现场总线的定义与特点 按照国际电工委员会IEC61158的定义,现场总线(Field Bus)是“安装在过程区域的现场设备/仪表与控制室内的自动控制装置/系统之间的一种串行、数字式、多点通信的数据总线。”
第六节 PROFIBUS通信和网络组态 二、网络通信概述 2、现场总线的定义与特点 也就是说基于现场总线的系统是以单个分散的,数字化,智能化的测量和控制设备作为网络的节点,用总线相连,实现信息的相互交换,使得不同网络,不同现场设备之间可以信息共享。
第六节 PROFIBUS通信和网络组态 二、网络通信概述 2、现场总线的定义与特点 现场设备的各种运行参数状态信息以及故障信息等通过总线传送到远离现场的控制中心,而控制中心又可以将各种控制、维护、组态命令又送往相关的设备,从而建立起了具有自动控制功能的网络。
第六节 PROFIBUS通信和网络组态 二、网络通信概述 2、现场总线的定义与特点 通常我们将这种位于网络底层的自动化及信息集成的数字化网络称之为现场总线系统(FieldBus)。