Download
1 / 30
1.7k likes | 4.57k Views
HERRAMIENTAS DE CORTE. Materiales y Geometría. Objetivos. Conocer los tipos de materiales utilizados en herramientas de corte. Conocer la descripción geométrica de la hta y su influencia en el proceso de mecanizado . Herramientas de Corte. Funciones de la Hta. Cortar en forma de viruta

E N D
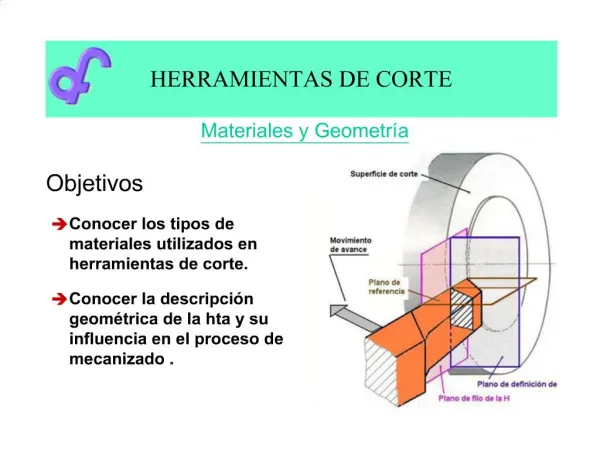
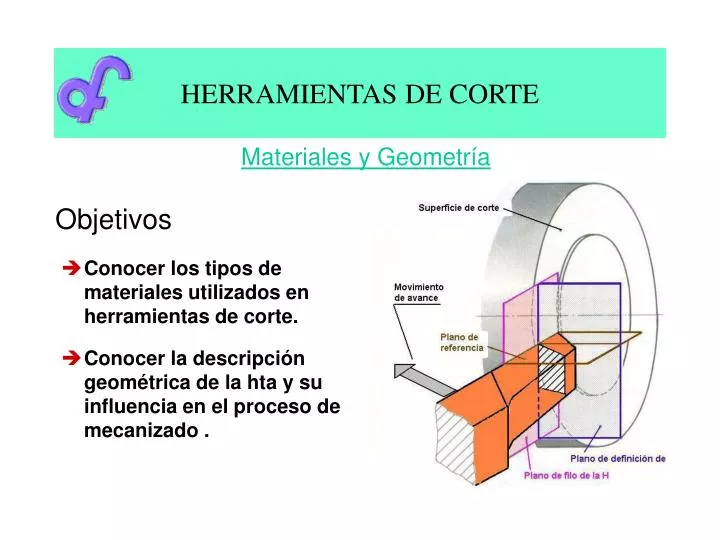
HERRAMIENTAS DE CORTE Materiales y Geometría Objetivos • Conocer los tipos de materiales utilizados en herramientas de corte. • Conocer la descripción geométrica de la hta y su influencia en el proceso de mecanizado .
Herramientas de Corte Funciones de la Hta • Cortar en forma de viruta • Evacuar fácilmente la viruta de la zona de trabajo • Evacuar el calor • Soportar las fuerzas de corte sin deformarse rigidez • Ser rentable dureza y resistencia al desgaste • Facilitar un cambio de herramienta rápido y eficaz sistema de sujeción
Herramientas de Corte Tipos de Herramientas
Herramientas de Corte Tipos de Herramientas
Materiales para Herramientas Cuadro resumen
01 WR T P 50 WR T 01 M 50 01 WR T K 50 Materiales para Herramientas Metal duro: Calidades ISO Mecanizado de materiales de viruta larga: aceros, aceros fundidos, aceros inoxidables martensíticos y fundiciones maleables. Mecanizado de materiales más difíciles: aceros inoxidables austenísticos, materiales resistentes al calor, fundición aleada, etc. Mecanizado de materiales de viruta corta: fundición gris, aleaciones no ferrosas (aluminio, bronce, etc.) • WR: Resistencia al desgaste Vc Acabado • T: Tenacidad, resistencia mecánica del filo a Desbaste Cuadros de equivalencias de calidades: fabricantes ISO // Códigos de materiales
Materiales para Herramientas Metal duro: Calidades ISO • Nueva denominación: P acero, acero fundido, fundición maleable de viruta larga M acero inoxidable K fundición H acero templado (materiales endurecidos) S aleaciones termorresistentes, aleaciones de Titanio N materiales no férreos (aluminio, bronce, plástico, madera...) • Recubrimientos: • Sin recubrir características hta. dependen del metal duro Corte más agudo: superficies más lisas ( requisitos acabado), <Fc (op. sensibles a vibraciones, ejes esbeltos, mandrinados largos) > Tenacidad y resistencia mecánica desbaste pesado y discontinuo < riesgo de filo de aportación materiales blandos (aceros al C, aleaciones no ferrosas) • Con recubrimiento (75%) resistencia al desgaste 2-3 veces vida hta. Conjunto de Capas (520m) por PVD (deposición física al vapor) o CVD (deposición química al vapor) TiC resistencia a Vc y Tf; base de las siguientes capas Al2O3 resistencia a reacciones químicas CV, CNb, NBC, TiN dificulta la craterización y el filo recrecido
Materiales para Herramientas Comparativa de características • Características generales
Materiales para Herramientas Comparativa de características • Características generales
Materiales para Herramientas Comparativa de características • Características de operación
Materiales para Herramientas Comparativa de características • Características de operación
Geometría de la Herramienta Superficies y aristas de la H • Sistema de hta en mano ángulos propios (distintas representaciones) • Sistema de hta en uso ángulos efectivos Ángulos del cuerpo, 2 5º más que los ángulos de Hta.
Geometría de la Herramienta Sistema de referencia de la H • Plano de referencia: • Paralelo a la base de la H y que pasa por la punta de la hta. • Plano de filo: • Tangente al filo de la H y perpendicular al plano de referencia. • Plano de definición: Perpendicular al plano de filo. En él se definen los ángulos principales.
Geometría de la Herramienta Representaciones DIN y ASA
Geometría de la Herramienta Ángulos principales de la H
Geometría de la Herramienta Ángulos principales de la H Ángulo de desprendimiento • Formado por: • Las rectas intersección del plano de definición con el plano de referencia y la cara de desprendimiento de la H. • Influye en: • Los esfuerzos y potencia de corte así como en el tipo de viruta. • Valores: • Al aumentar disminuyen los esfuerzos de corte y viceversa.( curva viruta) • Puede ser positivo o negativo. • Deben aumentar al aumentar la tenacidad de la H. y disminuir la resistencia de la pieza. • Deben disminuir en caso contrario.
Geometría de la Herramienta Ángulos principales de la H Ángulo de desprendimiento • Valores: • Ángulo negativo: H trabaja a compresión materiales duros y cortes interrumpidos). • Si muy bajo Tf y consumo energía Vida hta por rotura • Si muy elevado esfuerzos de corte y potencia; pero sección de filo débil • Selección en función de: El mayor posible sin que rompa Si calidad hta, dureza pieza o a • Valores habituales: 6º Metal duro: -8 a 25º HSS: 0 a 30º
Geometría de la Herramienta Ángulos principales de la H Ángulo de incidencia • Formado por: • Las rectas intersección del plano de definición con el plano de filo y la cara de incidencia de la H. • Influye en: • Evita el rozamiento entre la cara de incidencia y la superficie mecanizada de la pieza. • Valores: • Siempre mayor que cero. • Los menores posibles. • Deben aumentar al aumentar la tenacidad de la H. y disminuir la resistencia de la pieza. • Deben disminuir en caso contrario.
Geometría de la Herramienta Ángulos principales de la H Ángulo de incidencia • Valores: • Si muy bajo Tf por talonamiento Vida hta • Si muy elevado sección de filo débil desmoronamiento del filo calidad superficial • Selección en función de: El menor posible sin que se talone. Si calidad hta o dureza pieza
a + b + g = 90 Geometría de la Herramienta Ángulos principales de la H Ángulo de filo • Formado por: • Las rectas intersección del plano de definición con las caras de incidencia y de desprendimiento de la H. • Influye en: • La robustez de la herramienta. • Valores: • Para valores pequeños la herramienta penetra mejor en la pieza pero corre el riesgo de romperse el filo. (menor capacidad para conducir calor y resistir esfuerzos de corte) • Aumentan al aumentar la resistencia de la pieza, siendo mayores para materiales duros y menores para materiales blandos. • Suele tener redondeo o chaflán.
No confundir l con g Geometría de la Herramienta Ángulos principales de la H Ángulo de inclinación del filo • Formado por: • Está contenido en el plano del filo y está formado por el filo principal de la H y la recta intersección de este plano y el plano de referencia. • Influye en: • Orienta la salida de la viruta. Se minimiza su efecto con rompevirutas. • Valores: • Es positivo cuando es descendente desde la punta hacia el mango y negativo cuando es ascendente. • En desbaste un ángulo negativo permite mayor ángulo b sin disminuir a ni g. (viruta hacia la pieza) • En acabado l = 0.
Geometría de la Herramienta Ángulos principales de la H Ángulo de inclinación del filo • Rompevirutas: • Reduce 520% la fuerza absorbida en el corte. • Su capacidad para fraccionar la viruta depende del avance (menor a >a) y del radio de curvatura del arrollamiento (, altura y longitud del rompevirutas) • Tipos: Enterizos: afilados a muela, trabajan peor Postizos: más complejos,mejor colocación para cada operación.
Geometría de la Herramienta Cuadro de valores según material pz y hta • Análisis: • Mayores ángulos en acabado. • Menores ángulos a mayor resistencia de material de pieza y calidad de hta.
Plano de referencia Geometría de la Herramienta Ángulos secundarios de la H • Ángulo de posición principal • Ángulo posición secundario • Ángulo de punta
Geometría de la Herramienta Ángulos secundarios de la H Ángulo de punta • Formado por: • El filo principal y el filo secundario. • Influye en: • La tenacidad y la accesibilidad de hta. • Valores: • Grandes (80º a 90º) en desbaste. • Medianos (55º a 60º) en desbaste ligero o semiacabados. • Pequeños (35º) en acabado. • Ángulos mayores menor accesibilidad. • Radio de punta: • El mayor posiblefilo resistente y a (r4a ; rp/4). • Si muy alto, mayor rozamiento (Fc) y vibraciones. • Selección en función de: Tipo de operación; Calidad hta. (mayor calidad, menor radio); Ra=a2/32r
Espesor de viruta: h = a sin X Anchura de viruta: b = p / sin X Geometría de la Herramienta Ángulos secundarios de la H Ángulo de posición principal • Formado por: • El plano tangente a la superficie trabajada y el filo principal de corte. • Influye en: • Hace que la entrada y salida de la H se realice de forma gradual. • Modifica las dimensiones de la viruta. • Modifica la Fc (X hFc) • Valores: • Si es posible debe ser inferior a 90º para reducir el impacto y las fuerzas sobre el filo de corte.
k+ e + k’ = 180º Geometría de la Herramienta Ángulos secundarios de la H Ángulo de posición secundario • Formado por: • El plano tangente a la superficie trabajada y el filo secundario de corte. • Influye en: • Evitar el rozamiento entre la cara de incidencia secundaria con la superficie de la pieza trabajada. • Controlar el acabado superficial • Valores: • Mejor acabado superficial cuanto menor es el ángulo.
Geometría de la Herramienta Ángulos secundarios de la H Ángulo de Desprendimiento longitudinal • Formado por: • El plano longitudinal de la H y la superficie de desprendimiento. • Influye en: • Direccionar la Fuerza de corte y definir el tipo de esfuerzo sobre la H. • Controlar la forma de ejes esbeltos • Valores: • Positivo piezas cóncavas (Fc acerca pz-H) • Negativo piezas convexas (Fc aleja pz-H)
G + X = 90 Geometría de la Herramienta Equivalencia de denominaciones
Geometría de la Herramienta Sistema de H en uso Ángulos efectivos • Influencia del avance:a e, e • Influencia de la colocación del plano base de la hta: • Influencia de la orientación de la hta: orientación de la fuerza, zona de contacto inicial y tamaño de la viruta