Download
1 / 15
160 likes | 363 Views
BRAZING FLUX STUDIES. INTERNATIONAL BRAZING AND SOLDERING CONFERENCE ALBUQUERQUE, NEW MEXICO / APRIL 4, 2000. Presented By: Dr. Y. Baskin Superior Flux & Manufacturing Company Cleveland, Ohio. PURPOSE.

E N D
BRAZING FLUX STUDIES INTERNATIONAL BRAZING AND SOLDERING CONFERENCE ALBUQUERQUE, NEW MEXICO / APRIL 4, 2000 • Presented By:Dr. Y. BaskinSuperior Flux & Manufacturing CompanyCleveland, Ohio
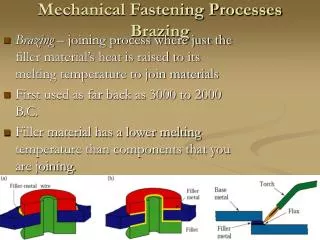
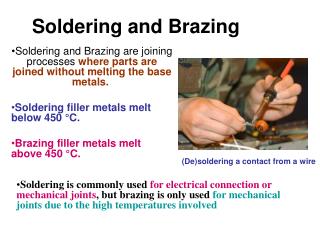
PURPOSE • To study the effects of time, temperature, and flux formulation on activation and exhaustion temperatures, which determine flux activity ranges. The role of several different base metals and filler metals was also studied
EQUIPMENT • Thermolyne 1500 Furnace - Maximum Temperature 1300° C • 30 Tempilstik Temperature Indicators -400° - 1200° C • Calibrated Pyrometer with Surface Probe • Timer • Balance
BASE METALS • Mild Steel • Stainless Steel 316 • Copper • Brass (70% Copper, 30% Zinc)
FILLER METALS Bag-1 • Composition: 45% Silver, 15% Copper, 16% Zinc, 24% Cadmium Melting Point: 618° C Braze 630 - Bag-21, SAE-AMS 4774 • Composition: 63% Silver, 28.5% Copper, 6% Tin, 2.5% NickelMelting Point: 690° C High-Temp 095, SAE-AMS 4764 • Composition: 52.5% Copper, 38% Manganese, 9.5% NickelMelting Point: 875° C
Boric Acid Potassium Tetraborate Potassium Fluoborate Potassium Carbonate Potassium Fluroide Potassium Bifluoride Sodium Tetraborate (Borax) Silica Potassium Pentaborate FLUXES Fifteen fluxes were used, including existing products and experimental, formulations. Compositions included the following raw materials:
FLUX COMPOSITIONSIN THE PSEUDOTERNARY K-B-F Atomic Percent Boron (Silicon Atomic Percent Fluorine Atomic Percent Potassium (Sodium)
Furnace Temperature (°C) 100 151 200 250 301 350 400 450 500 551 599 650 702 750 800 850 900 950 1001 1051 1100 1150 1200 1249 1301 Pyrometer Temperature (°C) 97 148 196 247 300 351 399 448 500 547 596 650 700 748 797 849 899 950 998 1049 1100 1147 1200 1250 1302 FURNACECALIBRATION/PYROMETERBASE METALS: MILD STEELSOAK TIME: 40 SECONDS
900 800 700 600 500 400 300 200 100 0 0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 FURNACECALLIBRATIONPYROMETERMILD STEEL/40 SECONDS 1400 1300 1200 1100 1000 PyrometerTemperature (C°) Furnace Temperature (C°)
1000 900 800 700 600 0 0 40 80 120 160 EFFECT OF TIME ON FLUX ACTIVATION TEMPERATURE/ MILD STEEL Flux ActivationTemperature (C°) Time, Seconds
7.0 6.0 5.0 4.0 3.0 2.0 1.0 0 0 700 800 900 1000 FLUX ACTIVIATION TEMPERATURE AS A FUNCTION OF B/F RATIO(40 SECOND SOAK TIIME) B/F Ratio Temperature (C°)
Flux Mild Steel (C°) Stainless Steel (C°) 1 967 967 2 1050 1067 3 1058 1092 4 1200 1200 5 1100 1150 6 1142 1167 7 1156 1142 8 1150 1158 9 1233 1158 10 1233 1175 11 1117 1117 12 1233 1262 13 1283 1280 14 1267 1275 15 1272 1250 Flux Mild Steel (C°) Stainless Steel (C°) 1 967 967 2 1050 1067 3 1058 1092 4 1200 1200 5 1100 1150 6 1142 1167 7 1156 1142 8 1150 1158 9 1233 1158 10 1233 1175 11 1117 1117 12 1233 1262 13 1283 1280 14 1267 1275 15 1272 1250 FLUX EXHUSTION TEMPERTURE/ MILD STEEL AND STAINLESS STEEL
7.0 6.0 5.0 4.0 3.0 2.0 1.0 0 0 700 800 900 1000 FLUX EXHAUSTION TEMPERATURE AS A FUNCTION OFB/F RATIO (40 SECOND SOAK TIME) B/F Ratio Temperature (C°)
CONCLUSIONS • Flux compositions high in boron and low in fluorine generally exhibit better high temperature properties , whereas compositions low in boron and high in fluorine show better and more active low temperature properties, Difference s in raw materials and other chemical factors may account for the departure from a more linear relationship between activation or exhaustion temperature and B/F ratios. • Increased soaking time reduces flux activation temperature.
CONCLUSIONS (Continued) • Neither flux activation temperature nor exhaustion temperature are affected by the base metal used, as long as the stability range of the metal is not exceeded. • Similarly flux exhaustion temperatures are not affected by the filler metal used, as long as the stability of the filler metal is not exceeded.