Download

1 / 38
400 likes | 683 Views
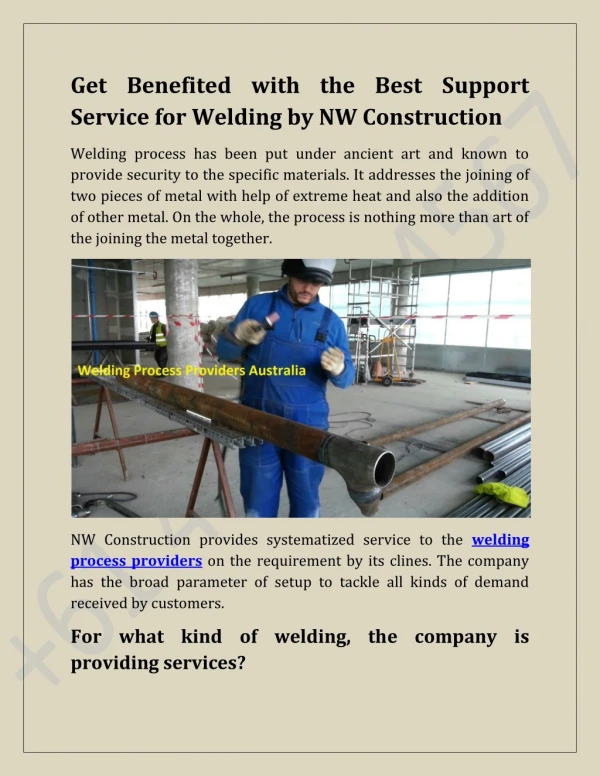
Welding Process. The process of joining two similar or dissimilar, metals or non-metals, with or without the application of heat, with or without adding a filler material is known as welding. There are mainly five types of welding joints.

E N D
Welding Process The process of joining two similar or dissimilar, metals or non-metals, with or without the application of heat, with or without adding a filler material is known as welding. • There are mainly five types of welding joints. • a). Butt joint b) Lap joint c) T-joint d) Corner joint e) Edge joint
Advantages • Following are technical advantages of welding. • Welded joints have low initial cost • Low equipment cost. • Welded joints are greater in strength • Less machining is required after welding. • Both similar and dissimiliar metals can be joined by welding. • Welded joint can easily be repaired
Its provides design flexibility. • Process of welding takes place less time than riverting. • In welding some special electrodes are also used for cutting purposes
Disadvantages • Welded joints are permanent. • If welding is not done carefully,it may result in the distortion of workpiece. • Skilled persons are required to produce good weldings. • The inspection of welding work is more difficult than riverting work.
“Safety Precautions” Uses of goggles Wear safety gloves Wear safety shoes Use of helmet Wear shop apron
Arc welding is used to join two pieces of metal.The welder creates an electric arc that melts the base metals and filler metal (consumable)together so that they all fuse into one solid piece of metal Welding is used for making permanent joints. It is used in the manufacture of automobile bodies, aircraft frames, railway wagons, machine frames, structural works, tanks, furniture, boilers, general repair work and ship building.
Basic Steps of Arc Welding • Prepare the base materials: remove paint and rust • Choose the right welding process • Choose the right filler material • Assess and comply with safety requirements • Use proper welding techniques and be sure to protect the molten puddle from contaminants in the air • Inspect the weld
Equipment's: A welding generator (D.C.) or Transformer(A.C.) Two cables- one for work and one for electrode Electrode holde Electrode Protective shield Gloves Wire brush Chipping hammer Goggles
The Arc Welding Circuit • The electricity flows from the power source, through the electrode and across the arc, through the base material to the work lead and back to the power source
Oxyacetylene Welding (OAW) The oxyacetylene welding process uses a combination of oxygen and acetylene gas to provide a high temperature flame.
Oxyacetylene Welding (OAW) • OAW is a manual process in which the welder must personally control the the torch movement and filler rod application • A filler rod is used in oxyacetylene welding which is a rod, melted by an arc or a flame into a joint between components to be joined
Oxygen And Acetylene Cylinders • Both cylinders have high pressure • Oxygen is stored within cylinders of various sizes and pressures ranging from 2000- 2640 PSI. (Pounds Per square inch) • Acetylene is extremely unstable in its pure form at pressure above 15 PSI (Pounds per Square Inch)
Flame Settings • There are three distinct types of oxy-acetylene flames, usually termed: • Neutral • Carburizing (or “excess acetylene”) • Oxidizing (or “excess oxygen” ) • The type of flame produced depends upon the ratio of oxygen to acetylene in the gas mixture which leaves the torch tip.
Resistance spot Welding Spot welding is the process of joining two pieces of metal together by passing current through a relatively small area (spot) while applying pressure for a given amount of time. Spot welding is used for resistance welding.
Principle: Resistance spot welding is accomplished when current is caused to flow through electrode tips and the separate pieces of metal to be joined. The resistance of the base metal to electrical current flow causes localized heating in the joint, and the weld is made. The resistance spot weld is unique because the actual weld nugget is formed internally in relation to the surface of the base metal. Resistance spot weld nugget compared to a gas work piece holds the part in close and intimate contact during the making of the weld. Remember, however, that resistance spot welding machines are not designed as force clamps to pull the Work pieces together for welding.
Resistance Spot Welding Resistance spot welding depends on three factors: Time of current flow (T). Resistance of the conductor (R) Amperage (I). Q = I2R T, Q = Heat generated.
Advantages of Resistance Spot Welding • High welding rates; • Low fumes; • Cost effectiveness; • Easy automation; • No filler materials are required; • Low distortions.
Disadvantages of Resistance Spot Welding: • High equipment cost; • Low strength of discontinuous welds; • Thickness of welded sheets is limited - up to 1/4” (6 mm);
weldingis a welding process in which an electric arc forms between a consumable wire electrode and the work piece metal(s), which heats the work piece metal(s), causing them to melt, and join.
The process can be semi-automatic or automatic. A constant voltage direct current power source is most commonly used with MIG welding
There are some other names of MIG welding like : Gas metal arc welding(GMAW) Metal active gas welding(MAG).
Advantages of MIG welding :1.High quality welds can be produced 2.there is no chance of slag in the weld 3.there is very little loss of alloying elements. 4.MIG welding can be used with a wide variety of metals and alloysDisadvantages:1.The MIG welding cannot be used in the vertical or overhead welding positions because of the high heat input.2.The equipment is complex.