Download
1 / 55
850 likes | 1.63k Views
FLOW PASSED IMMERSED OBJECTS. the flow of fluids over bodies that are immersed in a fluid, called external flow , with emphasis on the resulting lift and drag forces. . Many applications in food and chemical engineering -flow passed spheres ( settling )

E N D
FLOW PASSED IMMERSED OBJECTS the flow of fluids over bodies that are immersed ina fluid, called external flow, with emphasis on the resulting lift and dragforces.
Many applications in food and chemical engineering -flow passed spheres (settling) -packed beds( drying, fluidising, filtration) -flow passed tubes( heat exchangers)
Sometimes a fluid moves over a stationary body (such as the wind blowing over a building), and other times a body moves through a quiescent fluid(such as a car moving through air). These processesare equivalent to each other; what matters is the relative motion between thefluid and the body.
Drag Force on Solid Particles in Fluids Force in the direction of flow exerted by the fluid on the solid is called drag. Due to turbulence, the pressure on the downstream side of the sphere will never fully recovered to that on the upstream side, and there will be a form drag( pressure drag) to the right of the sphere. (For purely laminar flow, the pressure recovery is complete, and the form drag is zero.) In addition, because of the velocity gradients that exist near the sphere, there will also be a net viscous drag (also called as skin drag, wall drag, friction drag) to the right (In potential flow there is no wall drag). The sum of these two effects is known as the (total) drag force.
When a fluid moves over a solid body, it exerts pressure forces normal tothe surface and shear forces parallel to the surface along the outer surface ofthe body. The component of the resultantpressure and shear forces that acts in the flow direction is called the drag force, and the component that acts normal to the flow direction iscalled the lift.
Form drag can be minimized by forcing separations toward the rear of the body. This is accomplished by stream lining.
At low Reynolds numbers, most drag is due to friction drag. The frictiondrag is also proportional to the surface area.(airplanesreduce their total surface area and thus their drag by retractingtheir wing extensions when they reach cruising altitudes to save fuel.)
The friction drag coefficient is analogous to the friction factor in pipe flowdiscussed. The pressure drag is proportional to the frontal area and to the differencebetween the pressures acting on the front and back of the immersed body. Therefore, the pressure drag is usually dominant for blunt bodies, negligiblefor streamlined bodies
The experimental results of the drag on a smooth sphere may be correlated in terms of two dimensionless groups - the drag coefficient CD and particles Reynolds number NRe:
Creeping Flow, Stokes Law, Settling of Particles • consider a spherical solid particle settling in a large volume of fluid.
FZ=FD+FB (buoyancy force) FD=CDЛR2 (1/2)ρv02 FB=4/3ЛR3ρg For NRE<1 FD=6Лμv0 R So terminal velocity v0 =2/9* R2 (ρp-ρ)ρ/μ Settling time t=h/v0
Lift Generated by Spinning • Golf, soccer, and baseball playersutilize spin in their games. The phenomenon of producing lift by the rotationof a solid body is called the Magnus effect after the German scientist Heinrich Magnus (1802–1870), when the cylinder isrotated about its axis, the cylinder drags some fluid around because of theno-slip condition. • The average pressure on the upper half is lessthanthe average pressure at the lower half because of the Bernoulli effect, andthus there is a net upward force (lift) acting on the cylinder.
Hindered settling If large number of particles exist, suraounding particles interfere with the individual motion of particles. Due to Upward movement of surrounding fluid so relative velocity decreases. Settling will be slower than one calculated from Stokes law. (true drag force is greater)
μm=effective viscosity ,μ=actual viscosity μm=μ/ψP where ψP =1/101.82(1-ε) where ε=volume fr. of liq in slurry ρm= ερ+(1-ε)ρP ρm: slurry density v0 =2/9* (R2 (ρp-ρ)ρm/μ)* (ε2 ψP ) correction factor
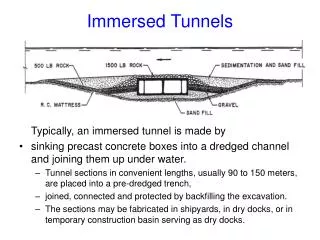
Packed Beds • Consider a porous medium consisting of sand or some porous rock or glass beads or cotton cloth contained in a pipe. • At any one cross section perpendicular to the flow, the average velocity may be based on the entire cross sectional area of pipe, in which case it is called the superficial velocity Vs
Or it may be based on the area actually open to the flowing fluid, in which case it is called the interstitial velocity VI
Non-spherical particles For non-spherical particles: an equivalent diameter is defined. The equiv. D of a non-spherical particle is defined as a sphere having the same volume as the particle. Sphericity is the ratio of surface area of this sphere to the actual surface area of particle. (table3.1-1) The formula for sphericity is reduced to Фs = 6vp/ (DpSp) Where vp is the volume of particle, Dp is the characteristic dimension of particle, and Sp is the surface area of particle. For non-spherical particle Ergun equation is given by,
The packings are made with clay, porcelain, plastics or metals. The following table gives the different packing materials and their approximate void fraction. requirements of a tower packing are: It must be chemically inert . It must be strong without excessive weight. It must contain adequate passageswithout excessive pressure drop. It must provide good contact It should be reasonable in cost.
Fluidised Bed • As v increases settling particles will start rising and moving( fluidisation will start, onset of fluidisation) because pressure drop will increase (according to Ergun equation ) and upwards pressure force and buoyancy forces will be larger than gravitational force. • At this point height of particles called Lmf, velocity is called as v’mf,, and porosity is called as εmf.
As the velocity increase further, to be able to keep the pressure drop constant particles will occupy more volume, means L and ε increases untill they occupy whole bed. Then there is no space to expend further so particles will be entrained on top. At this point velocity is called as entrainment velocity v’t
LA(1- ε )=total volume of solids L2,ε2 =constant L1,ε1 L1A(1- ε1 )= L2A(1- ε2 )
Height vs superficial velocity
İf εmf andФs are not known, as an approximation ( by Wen and Yu) Фs εmf 3≈1/14 and 1- εmf / Фs2εmf 3 ≈11 Then above eq becomes NRe,mf =[(33.7)2 +0.0408Dp3ρ(ρp –ρ)g/μ2]-33.7 Valid for 0.001<NRe<4000 Deviation +/- 25%