Download
1 / 1
10 likes | 124 Views
Figure 7 Tangential Cutting parameters versus cutting time. NSF Grant Number: DMI- 0322869 _____________ PI: Robert B. Jerard, Barry K. Fussell Institution: University of New Hampshire Title: Dynamic Evaluation of Machine Tool Process Capability.

E N D
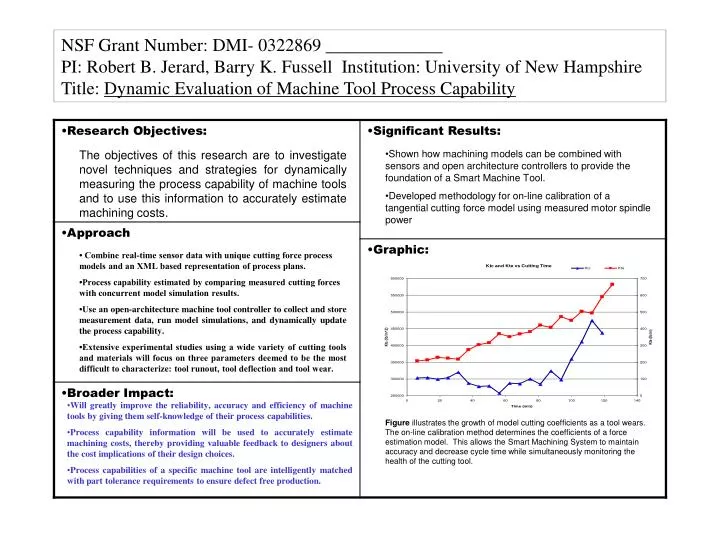
Figure 7 Tangential Cutting parameters versus cutting time. NSF Grant Number: DMI- 0322869 _____________PI: Robert B. Jerard, Barry K. Fussell Institution: University of New HampshireTitle: Dynamic Evaluation of Machine Tool Process Capability The objectives of this research are to investigate novel techniques and strategies for dynamically measuring the process capability of machine tools and to use this information to accurately estimate machining costs. • Shown how machining models can be combined with sensors and open architecture controllers to provide the foundation of a Smart Machine Tool. • Developed methodology for on-line calibration of a tangential cutting force model using measured motor spindle power •Combine real-time sensor data with unique cutting force process models and an XML based representation of process plans. •Process capability estimated by comparing measured cutting forces with concurrent model simulation results. •Use an open-architecture machine tool controller to collect and store measurement data, run model simulations, and dynamically update the process capability. •Extensive experimental studies using a wide variety of cutting tools and materials will focus on three parameters deemed to be the most difficult to characterize: tool runout, tool deflection and tool wear. • Will greatly improve the reliability, accuracy and efficiency of machine tools by giving them self-knowledge of their process capabilities. • Process capability information will be used to accurately estimate machining costs, thereby providing valuable feedback to designers about the cost implications of their design choices. • Process capabilities of a specific machine tool are intelligently matched with part tolerance requirements to ensure defect free production. Figure illustrates the growth of model cutting coefficients as a tool wears. The on-line calibration method determines the coefficients of a force estimation model. This allows the Smart Machining System to maintain accuracy and decrease cycle time while simultaneously monitoring the health of the cutting tool.