Download
1 / 25
250 likes | 489 Views
CHARACTERIZATION OF TITANIUM ALUMINIDE ALLOY COMPONENTS FABRICATED BY ADDITIVE MANUFACTURING USING ELECTRON BEAM MELTING.

E N D
CHARACTERIZATION OF TITANIUM ALUMINIDE ALLOY COMPONENTS FABRICATED BY ADDITIVE MANUFACTURING USING ELECTRON BEAM MELTING L. E. Murr,1,2 S. M. Gaytan,1,2 A. Ceylan,1 E. Martinez,1,2 J. L. Martinez,1,2 D. H. Hernandez,1,2 B.I. Machado,1,2 D.A. Ramirez,1 F. Medina,2 S. Collins3 and R. B. Wicker2,4 1Department of Metallurgical and Materials Engineering The University of Texas at El Paso, El Paso, TX 79968 USA 2W. M. Keck Center for 3D Innovation The University of Texas at El Paso, El Paso, TX 79968 USA 3Additive Manufacturing Processes, 4995 Paseo Montelena, Camarillo, CA 93012 USA 4Department of Mechanical Engineering The University of Texas at El Paso, El Paso, TX 79968 USA
Abstract • Intermetallic, γ-TiAl, equiaxed, small-grain (~2µm) structures with lamellar γ/α2-Ti3Al colonies with average spacing of 0.6 µm have been fabricated by additive manufacturing (AM) using electron beam melting (EBM) of precursor, atomized powder. The residual microindentation (Vickers) hardness (HV) averaged 4.1 GPa corresponding to a nominal yield strength of ~1.4 GPa (~HV/3), and a specific yield strength of 0.37 GPa cm3/g (for a density of 3.76 g/cm3) in contrast to 0.27 GPa cm3/g for EBM-fabricated Ti-6Al-4V components. These results demonstrate the potential to fabricate near net shape and complex titanium aluminide products directly using EBM technology in important aerospace and automotive applications.
Introduction • For at least the past decade, considerable efforts have been made world-wide in the development, technology, and applications of intermetallic, γ-TiAl based alloys: Ti- (34-49) Al – (5-10) Nb – (2-5) Cr (in atomic percent, a/o), at high-temperatures for long term operation[1-4]. Applications include propulsion exhaust system components such as nozzle and divergent flaps fabricated from wrought and cast gamma substructures[5], and aeroengine compressor blades. Other aerospace and automotive applications have also been examined in recent years[4,6,7] especially in the context of replacing the heavier, nickel-based superalloys for the next generation of aircraft engines, space vehicles, and automotive engine components, including turbine wheels and engine exhaust valves and pistons for improved auto fuel economy[5-10].
Experimental and Analytical Issues • In this investigation we utilized an atormized, rapidly solidified γ-TiAl-based • alloy powder with a nominal composition of Ti-47a/oAl + 2a/o Nb + 2a/o Cr (atomic percent: a/o)17. In contrast to the single-phase, stoichiometric γ-Ti-55a/oAl eutectic, this alloy was slightly lean in Al which creates a 2-phase structure: γ-TiAl with ideally the tetragonal (L1o) (p4/mmm) structure and the α2-Ti3Al hexagonal (D019) (p63/mmc) structure (a = 0.58nm b = 0.46nm). With somewhat lower Al content as in this study, this alloy produces a decreased tetragonality to the point where c/a 1, and the γ-TiAl structure is essentially ordered fcc (a 0.41 nm), with alternating planes of Ti and Al in the [001] direction[19,20].
Fig. 1. Precursor titanium aluminide alloy powder (a) and powder particle size analysis (b). The average powder particle diameter is indicated by the arrow to be ~13 µm.
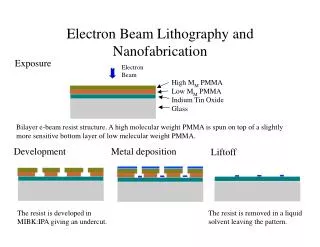
Fig. 2. EBM system schematic. Numbered components and functions are discussed in the text.
Sections cut from the EBM-produced test monoliths were also ground and polished to a thickness of ~200 µm and 3 mm diameter discs punched from these thinned samples which were electropolished to electron transparency in a Tenupol 3-dual jet electropolishing unit operated at a polishing current of 5-10A at a voltage of ~25 V, using a polishing solution consisting of 900 mL ethanol and 50 mL HF at -20˚C. The electropolished discs were examined in both a Hitachi H-8000 TEM or a Hitachi H-9500 TEM, operating at 200 or 300 kV, respectively, using a goniometer tilt stage. The H-9500 TEM was fitted with digital imaging camera and an EDAX-EDS system. • The residual hardness for the EBM-built test blocks was measured using a Rockwell C-scale indenter (at 150 kg) as well as a Vickers microindentation hardness tester (Struers Doramin-A300) using a l00 gf load, with a dwell time of 10s.
Results and Discussion • Figure 3 shows a typical EBM-built test-block specimen. Figure 3(a) shows the build direction (arrow) and the top surface while Fig. 3(b) shows a magnified section showing vertical surface particles (at SV) and the final horizontal surface melt-scan features (Sn). The measured density (ρ) for the test blocks (measured weight/volume) as in Fig. 3 was ~3.76 g/cm3. This compares favorably with the ideal (or theoretical) density for this composition of 3.84 g/cm3.
Fig. 3. Optical (a) and SEM (b) views of a typical test component. In (a) the build direction is shown by the arrow. The melt surface at the top of the build shown in (b) highlights the beam (melt) scan.
4 • Fig. 4. SEM views of the side edge of the test component in Fig. 3(a) showing unmelted surface particles (a) and a magnified view in (b).
Fig. 5. SEM views looking down the edge section for the test component in Fig. 3. (a) View of horizontal (top melt) and vertical surfaces. (b) Magnified view of (a) showing sintered and partially melted zone corresponding to the reference arrow in (a).
Fig. 6. SEM views of a polished and unetched horizontal section from a test block as in Fig. 3(a) showing unconsolidated and unmelted regions creating porosity in (a) and (b) and a remnant Ar bubble section at arrow in (b)
Figure 7 shows optical metallographic views of the microstructure typical of polished and etched horizontal (Fig. 7(a)) and vertical (Fig. 7(b)) sections from Fig. 3. The coarse lamellar γ/2 colony structure is also implicit from the comparative XRD spectra shown in Fig. 8 for both the precursor powder (Fig. 8(a)) and the powder prepared (by fine filing) from the EBM-fabricated test specimens (Fig. 8(b)) shown typically in Fig. 3. It can be observed on comparing Fig. 8(a) and (b) that the initial (precursor) titanium aluminide powder has a ratio γ/α2 ≅ 0.5 based on approximate spectral (diffraction) peak heights indicating a prominence of α2.
Fig. 7. Optical metallographic section views in the horizontal surface plane (a) and the vertical surface plane (b). The dark, lamellar colonies are α2.
Fig. 8. XRD spectra for the initial (precursor) titanium aluminide alloy powder (a) and the EBM-fabricated test specimens (b).
The equiaxed grain structures in Fig. 7 have an average grain size of ~2 µm in both the vertical and horizontal directions, and there is correspondingly no extended, columnar growth phenomena in the build direction (vertical direction in Fig. 2(a)). There is also no clear melt layer delineation. Correspondingly, and as noted above, Fig. 9 shows that the chemistry of the precursor powder (Fig. 9(a)) and the internal (vertical: Fig 9(b)) and horizontal (surface melt: Fig. 9(c)) plane for the test specimen shown in Fig. 3 is essentially unchanged. This is in contrast to the earlier work by Cormier, et al.[17] where the atomic weight aluminum decreased from 46 to 39 percent (~15%) on comparing the precursor powder chemistry with the EBM fabricated test specimen.
Fig. 9. Energy-dispersive X-ray spectra for the initial (precursor) titanium aluminide alloy powder (a) and the interior (b) and surface (c) for the EBM-fabricated test specimens in Fig. 3. The peaks specify the atomic percent of each represented element in parentheses.
Figure 10 shows TEM (300 kV) bright-field images for thin films prepared from a horizontal (plane) slice from the test specimen in Fig. 3, corresponding to the optical metallographic view in Fig. 7(a). Figure 10(a) shows primarily fine-grained and deformed γ (as evidenced by a relatively high dislocation density) while Fig. 10(b) shows 2-Ti3Al laths in the γ-TiAl matrix. Figure 11 illustrates deformation micro-twins and a relatively heavy dislocation density (~109/cm2) in a γ grain. Similar deformation behavior was observed in (2 + γ) titanium aluminides by Appel, et al.[2]. This deformation behavior is a reflection of the rapid solidification phenomena associated with the EBM-layer building process and accounts for the measured hardness for the EBM fabricated test specimens (Fig. 3).
Fig. 10. TEM bright-field images for EBM-fabricated titanium aluminide alloy specimens. (a) γ-TiAl grain and subgrain microstructures, including dislocation substructures. (b) 2-Ti3Al lamellar laths in γ-phase grain structure. (300kV accelerating voltage).
Fig. 11. TEM bright-field image of thin deformation (micro) twins in a γ-TiAl grain with heavy dislocation substructure. (300kV accelerating voltage)
Summary and Conclusions • In this study we have characterized the structures and microstructures for precursor titanium aluminide powder and solid 2-phase titanium aluminide components fabricated by EBM. The precursor powder was α2-phase-rich (hcp Ti3Al) while the EBM fabricated test components were largely γ-TiAl (fcc). The EBM fabricated test specimens exhibited an equiaxed γ-TiAl grain structure with lamellar γ/α2 colony structure having an average spacing of 0.6 µm within the γ-grains which had an average size of ~2 µm. However, TEM analysis illustrated α2 laths spaced from ~0.1 µm to 0.3 µm in addition to thin, deformation microtwins in the γ-grains. A relatively high dislocation density also contributed to the residual hardness, and was due in part to the rapid cooling associated with the EBM-layer fabrication process.
While the EBM-fabricated titanium aluminide prototype density was ~3.76 g/m3 or roughly 98% of theoretical density, there were some regions of residual porosity due to slightly non-optimized build parameters as well as residual Ar bubbles with maximum diameters of roughly 40 µm. These EBM-fabricated titanium aluminide prototypes had an average microindentation hardness of 4.1 GPa, corresponding to a yield stress of ~1.4 GPa and a specific yield strength of ~0.37 GPa cm3/g, in contrast to ~0.27 GPa cm3/g for Ti-6Al-4V EBM-fabricated components.
[1] Kim Y-W, Dimiduk DM, Loretto MH (Eds.), Gamma Titanium Aluminides 1999, TMS, Warrendale, PA 1999. [2] Nathal MV, Darolia R, Liu CT, Martin PL, Miracle DB, Wagner R, Yamaguchi M, (Eds.), Structural Intermetallics, 1997, TMS, Warrendale, PA 1997. [3] Appel F, Brossman U, Christoph U, Eggert S, Janschek P, Lorenz U, Müllauer J, Ochring M, Paul JDH, Adv. Eng. Mater. 2000; 2(1):699. [4] Loria EA, Intermetallics 2001, 9(2): 997. [5] Bartolutta PA, Krause DL, Titanium Aluminide Applications in the High Speed Civil Transport, NASA/TM-1999-209071, NASA-Glen Research Center, March 1999. [6] Clemens H, Kesstler H, Adv. Eng. Mater. 2000; 2(9):551. [7] Kim Y-W, Clemens H, Rosenberger AH (Eds.), Gamma Titanium Aluminides 2003, TMS, Warrendale, PA 2003. [8] Tetsui T, in Gamma Titanium Aluminides 1999 (Eds: Kim Y-W, Dimiduk DM, Lorretto MH, TMS, Warrendale, PA 1999, p. 15. 9] Noda T, Intermetallics 1998; 6:709.
[10] Bauer H, Joos R, Smarsly W, Clemens H, in Intermetallics and Superalloys (Eds: Morris DG, Naka S, Caron P), WI-LEY-VCH, Weinheim 2000, p. 384. [11] Appel F, Ochring M, Paul JDH, Klinkenberg Ch, Carneiro T, Intermetallics 2004; 12(7-9):798. [12] Güther V, Otto A, Kestler H, Clemens H, in Gamma Titanium Aluminides 1999 (Eds: Kim Y-W, Dimiduk DM, Loretto MH) TMS, Warrendale, PA 1999, p. 225. [13] Clemens H, Kestler H, Eberhardt N, Knabl W, ibid, p. 209. [14] Clemens H, Metallkd. Z, 1995; 86:814. [15] Larsen DE, Wheeler DA, London B, in Proceedings of Processing and Fabrication of Advanced Materials III, TMS, Warrendale, PA 1994, p. 631. [16] Gerling R, Schimansky F-P, Wagner R, in Advances in Powder Metallurgy & Particulate Materials (Eds: Capus JM, German RM), MPIF, Princeton, NJ 1992, p. 215. [17] Cormier D, Harryson O, Mahale T, West H, Res. Lett. Mater. Sci. 2007; 2007:1. [18] Liu W, DuPont J, in Rapid Prototyping of Materials (Eds: Marquis FDS, Bourell DL) TMS, Warrendale, OH, 2002, p. 95.
[19] Inui H, Nakamsra A, Oh MH, Yamaguchi M, Ultramicroscopy 1991; 39:268. [20] Gaytan SM, Murr LE, Medina F, Martinez E, Lopez MI, Wicker RB, Mater. Technol.: Adv. Perform. Mater. 2009, in press. [21] Murr LE, Gaytan SM, Medina F, Martinez E, Hernandez DH, Martinez L, Lopez MI, Wicker RB and Collins S in Proceedings of 20th Int. Solid Freeform Fab. Symposium, Austin, TX 2009. [22] Kestler H, Clemens H, Baur H, Joos R, Gerling R, Cam G, Bartels A, Schleinzer C, Smarsly W, in Gamma Titanium Aluminides 1999 (Eds: Kim Y-W, Dimiduk DM, Loretto MH), TMS, Warrendale, PA 1999, p. 423. [23] Murr LE, Interfacial Phenomena in Metals and Alloys, Addision-Wesley Publishers, Reading, MA. 1975, p. 285. [24] Choi RW, Deng YG, McCullough C, Paden B and Mehrabian R, Acta Metall. Mater. 1990; 38(11): 2225. [25] Moll JH, Whitney E, Yolton C and Habel U, in Gamma Titanium Aluminides 1999 (Eds. Kim, Y-W, Dimiduk DM, Loretto MH), TMS, Warrendale, PA 1999, p. 255. [26] Srivastava D, Chang ITH and Loretto MH, Intermetallics 2001; 179(12):1003. [27] Murr LE, Gaytan SM, Medina F, Lopez H, Martinez E, Machado BI, Hernandez DH, Martinez L, Lopez MI, Wicker RB, Bracke J, Phil. Trans. Roy. Soc. (London) 2009; A: in press.