Download
1 / 13
130 likes | 650 Views
Characteristics of cutting forces and chip formation in machining of titanium alloys. Authors: S. Sun, M. Brandt, M.S. Dargusch October 5, 2010 Presented by: Chris Vidmar. Introduction. Titanium alloys are seeing increasing demands due to superior properties such as

E N D
Characteristics of cutting forces and chip formation in machining of titanium alloys Authors: S. Sun, M. Brandt, M.S. Dargusch October 5, 2010 Presented by: Chris Vidmar
Introduction • Titanium alloys are seeing increasing demands due to superior properties such as • Excellent strength-to-weight ratio • Strong corrosion resistance • Retains high strength at high temperature • Classified as hard to machine • Low thermal conductivity • High chemical reactivity • Low modulus of elasticity
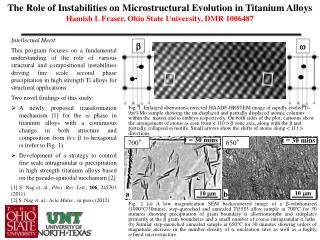
Introduction (cont.) • High-cost and time consuming process is driving research efforts to understand the cutting process and chip formation. • Segmented chip formation is due to localized shearing, which results in cyclic forces, causing chatter and limiting material removal rate • An understanding of these dynamic cutting forces will lead to increased understanding of chip formation and tool wear.
References • [1] R.R. Boyer, An overview on the use of titanium in the aerospace industry, Materials Science and Engineering213A (1996), pp. 103–114. • [2] E.O. Ezugwu, J. Bonney and Y. Yamane, An overview of the machinability of aeroengine alloys, Journal of Materials Processing Technology134 (2003), pp. 233–253. • [3] E.O. Ezugwu and Z.M. Wang, Titanium alloys and their machinability—a review, Journal of Materials Processing Technology68 (1997), pp. 262–274. • [4] J.I. Hughes, A.R.C. Sharman and K. Ridgway, The effect of cutting tool material and edge geometry on tool life and workpiece surface integrity, Proceedings of the Institution of Mechanical Engineers Part B: Journal of Engineering Manufacture220 (2006), pp. 93–107. • [5] A. Vyas and M.C. Shaw, Mechanics of saw-tooth chip formation in metal cutting, Journal of Manufacturing Science and Engineering—Transactions of the ASME211 (1999), pp. 163–172. • [6] T. Obikawa and E. Usui, Computational machining of titanium alloy—finite element modeling and a few results, Journal of Manufacturing Science and Engineering—Transactions of the ASME118 (1996), pp. 208–215. • [7] R. Komanduri and B.F.V. Turkovich, New observations on the mechanism of chip formation when machining titanium alloys, Wear69 (1981), pp. 179–188. • [8] J. Barry, G. Byrne and D. Lennon, Observations on chip formation and acoustic emission in machining Ti–6Al–4V alloy, International Journal of Machine Tools and Manufacture41 (2001), pp. 1055–1070. • [9] R. Komanduri and Z.-B. Hou, On the thermoplastic shear instability in the machining of a titanium alloy (Ti–6Al–4V), Metallurgical and Materials Transactions33A (2002), pp. 2995–3010. • [10] A.M. Davis, S.E. Fick and C.J. Evans, Dynamic measurement of shear band formation in precision hard turning, Liber Amicorum for Prof. Paul Vanherck, Katholieke Universiteit Leuven (1996), pp. 215–224. • [11] J. Barry and G. Byrne, Study on acoustic emission in machining hardened steels. Part 1: acoustic emission during saw-tooth chip formation, Proceedings of the Institution of Mechanical Engineers Part B: Journal of Engineering Manufacture215 (2001), pp. 1549–1559. • [12] R. Komanduri, Some clarifications on the mechanics of chip formation when machining titanium alloys, Wear76 (1982), pp. 15–34. • [13] A.E. Bayoumi and J.Q. Xie, Some metallurgical aspects of chip formation in cutting Ti–6 wt% Al–4 wt% V alloy, Materials Science and Engineering190A (1995), pp. 173–180. • [14] J.D.P. Velásquez, B. Bolle, P. Chevrier, G. Geandier and A. Tidu, Metallurgical study on chips obtained by high speed machining of a Ti–6 wt% Al–4 wt% V alloy, Materials Science and Engineering452–453A (2007), pp. 469–474. • [15] D.G. Flom, R. Komanduri and M. Lee, High-speed machining of metals, Annual Review of Materials Science14 (1984), pp. 231–278. • [16] G.R. Johnson, W.H. Cook, A constitutive model and data for metals subjected to large strains, high strain rates and high temperature, in: Proceedings of the Seventh International Symposium on Ballistics, The Hague, The Netherlands, 1983, pp. 541–547. • [17] G.L. Wulf, High-strain rate compression of titanium and some titanium alloys, International Journal of Mechanical Sciences21 (1979), pp. 713–718. • [18] P. Follansbee and G.T. Gray, An analysis of the low temperature low- and high-strain rate deformation of Ti–6Al–4V, Metallurgical Transactions20A (1989), pp. 863–874. • [19] G. Sutter and A. Molinari, Analysis of cutting force components and friction in high speed machining, Journal of Manufacturing Science and Engineering—Transactions of the ASME127 (2005), pp. 245–250. • [20] G. Poulachon and A.L. Moisan, Hard turning: chip formation mechanisms and metallurgical aspects, Journal of Manufacturing Science and Engineering—Transactions of the ASME122 (2000), pp. 406–412.
Materials and experimental procedures • Ti6Al4V bar with a diameter of 60 mm • 3.5 hp Hafco Metal Master lathe (Model AL540) by dry machining with a CNMX1204A2-SMH13A-type tool supplied by Sandvik • 3-component force sensor (PCB Model 260A01) with an upper frequency limit of 90 kHz • feed force (FX), thrust force (FY) and cutting force (FZ),
Results • Three sections: • Influence of feed rate • Effect of cutting speed • Characteristics of the cyclic force
Influence of feed rate • Severe tool vibration at feeds less than 0.122 mm • Cutting forces increase with increasing feed (exception between 0.122 and 0.149 due to high tool vibration) • Tool vibration constant at 260 Hz, independent of feed • Increasing force amplitude, drop after 0.122 mm feed • Vibration can be eliminated by changing tool entry angle or increasing feed rate
Effect of cutting speed • Force frequency increases linearly with cutting speed • Amplitude variation decreases with increasing cutting speed, except for where the frequencies were multiples of 260 Hz (the intrinsic harmonic frequency of the cutting) • Due to increasing temperature, which reduces modulus of elasticity
Effect of cutting speed (cont.) • Average cutting forced increased up to 21 m/min due to strain hardening • Decreased dramatically from 21 to 57 m/min (attributed to thermal softening) • Small increase from 57 to 75 • Constant from 75 to 113 followed by gradual decrease • Due to dramatic increase in strength with strain rate (makes increasing cutting speed difficult) • Force increased linearly with depth, frequency remained constant
Effect of cutting speed (cont.) • Continuous chip formation and static cutting forces possible at low cutting speeds in certain sections due to inhomogeneous structure • Static cutting forces reduce and disappear at 75 m/min • Cyclic force dominates above 75 m/min resulting in purely segmented chips
Characteristics of the cyclic force • Chip segmentation frequency and cyclic force frequency show very good correlation • Cyclic force is the result of chip segmentation • Cyclic frequency is directly proportional to cutting speed and indirectly proportional to feed rate • Amplitude increase linearly with depth of cut and is inversely proportional to cutting speed • Equations don’t always apply
Conclusions • Both segmented and continuous chips possible at low cutting speeds • Maximum cyclic force always 1.18 times higher than static force regardless of depth • Segmented chips only above 75 m/min • Cyclic force directly proportional to cutting speed and indirectly proportional feet rate • Amplitude increases with increasing depth and feed rate and decreases with speeds from 67 m/min except when the cyclic force frequency matched the machine harmonic frequency • Force decreases with cutting sped due to thermal hardening, except from 10 to 21 and 57 to 75 attributed to two phases of strain rate hardening • Authors suggest that a new physical model be developed to explain segmented chip formation
Useful? • Effective for industries involved in mass production of titanium parts (aerospace) • Data can be useful in maximizing machining efficiency of titanium by minimizing forces and maximizing speeds to produce products quicker at lower costs • Reducing vibrations can improve surface finish and increase tool life