Download
1 / 31
310 likes | 417 Views
工艺分析: φ90 和 φ120 底部端面质量要求最高, φ74 、 φ90 和 φ120 三个圆柱面要求同心。 6 - φ8 和小孔不予铸出 材料为 HT200 ,单件小批生产,结构简单,采用手工砂型铸造。 铸造收缩率: 0.9% 。 加工余量:该件为回转体,基本尺寸取 φ120 。尺寸公差等级 CT13~15 ,加工余量等级为 MA-H 级。 起模斜度 a :两处侧壁高度均不大于 10mm ,木模为 0.6mm ,金属模为 0.4mm 。 铸造圆角:对于小型铸件,外圆角半径 2mm ,内圆角半径 4mm. 1-4 常用合金铸件生产.

E N D
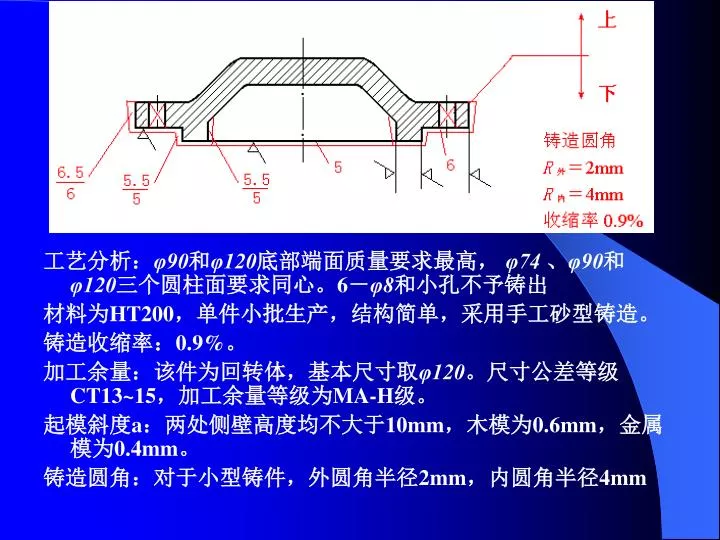
工艺分析:φ90和φ120底部端面质量要求最高, φ74、φ90和φ120三个圆柱面要求同心。6-φ8和小孔不予铸出 材料为HT200,单件小批生产,结构简单,采用手工砂型铸造。 铸造收缩率:0.9%。 加工余量:该件为回转体,基本尺寸取φ120。尺寸公差等级CT13~15,加工余量等级为MA-H级。 起模斜度a:两处侧壁高度均不大于10mm,木模为0.6mm,金属模为0.4mm。 铸造圆角:对于小型铸件,外圆角半径2mm,内圆角半径4mm
1-4 常用合金铸件生产 1994年,美国汽车产量1190万辆 • 球铁:每辆车用量约80kg,总用量超过100万吨 • 灰铸铁:在轿车和轻型货车中的用量达156万吨,用于内燃机约46万吨 • 可锻铸铁:24万吨,但一些零件将向球铁转化 • 铸钢:5万吨,主要用于中型和重型货车 • 铝铸件:总产量167万吨,55%用于汽车上,平均每辆车上用量68kg,预计10年内将增加到84kg。内燃机9万吨,发动机6万吨。 • 锌铸件:产量40万吨,40%用于汽车方面。 • 镁铸件:每辆车用量2.3kg,正在替代某些锌铸件
一、 铸铁件生产Cast Iron Casting Production 灰铸铁 Grey Casting Iron 球墨铸铁 Ductile Iron 可锻铸铁 Malleability Cast Iron 蠕墨铸铁 Vermicular Cast Iron 特殊性能铸铁 Special Performance Cast Iron
铸铁的石墨化过程Graphitizing of Casting Iron • 一次结晶过程和共晶石墨化 Primary Crystallization and Eutectic Graphitizing 决定了石墨的形态、分布特征和共晶团的尺寸、数目
二次结晶过程和共析石墨化 Secondary Crystallization and Eutectoid Graphitizing 决定了基体组织,P,F,P+F
影响铸铁石墨化的因素 Factors to Influence Graphitizing • 化学成分 Composition 碳当量 Carbon Equivalent CE = C+1/3(Si+P)% • 冷却速度 Cooling Rate
2. 灰铸铁Grey Casting Iron (1) 灰铸铁的分类 Classification of Grey Cast Iron • 普通灰铸铁 • 孕育铸铁
性能特点Properties Characteristics • 力学性能低 Mechanical Properties 缩减作用 Decrement 割裂作用 Dissection • 耐磨性好 Wear-Resisting • 减震性好Damping • 缺口敏感性好 Notch Sensitivity
铸造性能好 • 切削性能好 • 锻压、焊接、热处理性能差 • 孕育处理 Inoculation 孕育剂:75SiFe
3. 球墨铸铁Ductile Iron (1)球墨铸铁的组织和性能特点 Structure and Properties Characteristics • 球墨铸铁的分类Classification of Ductile Iron • 铁素体球墨铸铁 • 珠光体球墨铸铁 • 铁素体-珠光体球墨铸铁 • 等温淬火球墨铸铁
性能特点Performance Characteristics • 力学性能高,耐磨性、减震性好
铸造性能好 • 切削性能好 • 热处理性能好 • 锻压、焊接性差
球墨铸铁的生产 • 优质铁水 • 成分:高碳低硅,低锰、磷、硫 • 温度:高温 • 球化处理和孕育处理
热处理 Heat Treatment • 退火:铁素体基体 • 正火:珠光体基体 • 调质:回火索氏体基体 • 等温淬火:贝氏体基体
2.铸钢件生产 Cast Steel (1)铸钢的种类 Classification of Cast Steel • 铸造碳钢 • 铸造低合金钢 • 铸造高合金钢
(2) 铸钢的铸造工艺特点 Foundry Technology Characteristics of Cast Steel • 铸钢的铸造性能差 • 熔点高 • 流动性差 • 收缩大,体收缩约为灰铸铁的三倍 • 氧化、吸气严重
铸造工艺特点 • 铸件结构设计要合理 • 合理设计冒口、冷铁 • 保证型砂性能
4. 铸钢的熔炼 Smelting of Cast Steel • 电弧炉 Arc Furnace • 感应电炉 Electric Induction Furnace • 真空感应电炉 Vaccum Induction Furnace
3. 铝合金铸件生产 (1)铸造铝合金的分类 • Al-Si合金 • Al-Cu合金 • Al-Mg合金 • Al-Zn合金
(2) 铝合金的铸造特点 • 铝硅合金处于共晶成分,铸造性能最好,可浇注薄壁复杂铸件。 • 铝铜、铝镁、铝锌合金远离共晶点,铸造性能差, • 铝合金极易吸气和氧化,必须除气精炼,浇注时,通常采用开放式浇注系统和蛇形浇道,避免氧化。
(3)铝合金的熔体处理Melt Treatment • 铝合金的熔炼特性 • 熔化时间长 • 易氧化 • 易吸气 • 容易吸收金属杂质
精炼处理 • 浮游精炼 除气:吹入熔体的惰性气体气泡与附近熔体中存在氢分压差 除杂:惰性气体气泡能吸附熔体中的氧化物
熔剂精炼: • 自动吸附夹杂物。 • 与铝熔体发生离子交换反应。 • 浮选除杂 喷射熔剂法
2. 细化处理 • 有目的地抑制柱状晶和双柱状晶生长,促进细小等轴晶形成 • 通过控制晶体的形核和长大来实现,即改变晶核数量或晶体生长线速度。 • 最常用的方法是加入细化剂Al-Ti、Al-Ti-B等
3. 变质处理 • 使共晶硅由粗大的片状变成细小纤维状或层片状,从而提高合金性能。 • 加入Na盐或Al-Sr中间合金
