Download
1 / 24
330 likes | 682 Views
Powder Metallurgy. Typical Parts. Powder Metallurgy - Pros. Net shape manufacturing Minimum wastage of material Production of porous parts, typically for self-lubricating applications Produce parts from material difficult to process Produce parts with special alloying content

E N D
Powder Metallurgy - Pros • Net shape manufacturing • Minimum wastage of material • Production of porous parts, typically for self-lubricating applications • Produce parts from material difficult to process • Produce parts with special alloying content • Good dimensional control • Can be automated for economic production
Powder Metallurgy - Cons • High tooling and equipment cost. • Expensive raw material. • Difficulty with storing and handling of powder. • Limiting in geometry as the powder does not flow readily in die. • Inhomogeneity of produced part.
Features of Engineering Powders • Particle size and distribution • Particle shape and internal structure • Surface area - Area / volume ratio • Interparticle friction and flow characteristics • Packing, density and porosity • Chemistry and surface films
Production of PM Parts • Blending and Mixing of powder • Compaction • Sintering • Secondary operations • Densification and sizing • Impregnation and infiltration • Heat treatment and finishing
Blending & Mixing of Powders 1. Blending 2. Compacting 3. Sintering
Blending & Mixing of Powders a) rotating drum b) rotating double cone c) screw mixer d) blade mixer
Compaction 1. Feeding 2. Initial compaction 3. Final compaction 4. Ejection
Compaction 1. Feeding 2. Initial compaction 3. Final compaction
Sintering 1. Initiation of bonding 2. Building necks 3. Pores reducing in size 4. Grain boundaries develop between particles
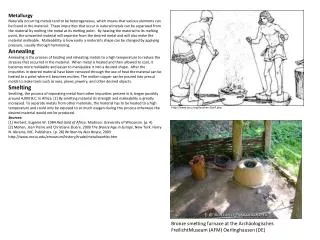
Sintering Sintering temperature and duration for different PM
Secondary Operation - Densification and Sizing To increase density, improve accuracy, additional shaping of sintered parts: • Repressing: squeezing the part in a closed die. • Sizing: Pressing to improve dimensional accuracy. • Coining: Presswork to produce details on part surface.
Secondary Operation - Impregnation and Infiltration Impregnation: filling the part with oils and fluids from a hot bath. Or parts are filled with polymer resins to prevent seepage of fluid. Infiltration: Parts are filled with a molten metal. Melting point of filler metal must be below that of the PM part, e.g. copper infiltration.
Secondary Operation -Heat Treatment and Finishing Heat Treatment - Hardening and strengthening the part. Finishing - Electroplating and painting.
Alternative Techniques Isostatic Pressing 1. Feeding powder in flexible mold 2. Application of hydrostatic pressure 3. Part removal
Powder Rolling, Extrusion, and Forging Rolling - forming meal strip stock Extrusion - forming billets of high densification Forging - forming parts in dies.
Design Considerations • Large batch size to make it cost effective, typically over 10,000. • Controlled porosity parts. • Special alloying elements parts. • Limited geometry to allow die opening. • Built-in chamfers and radii. • Minimum wall thickness of 1.5 mm and minimum hole diameter of 1.5 mm.
Design Considerations Features to be avoided for PM parts
Design Considerations Permissible features for PM parts
Design Considerations Chamfers and radii