Download
1 / 16
400 likes | 3.26k Views
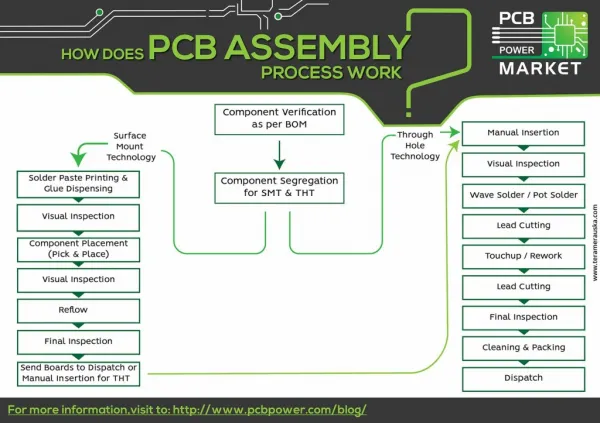
PCB PSR Process. PSR Process. PSR 이란 ? PSR 목적 - Soldering( 납땜 ) 시 납이 붙지 않도록 함 .(1 차 목적 ) - 수요처에서 필요로 하는 형상을 구현하기 위함 . (Ball Pad, Bond Finger, Molding Gate 등 ) - 동박 보호 ( 산화 / 오염 ). - 부품실장 時 Soldering 땜납의 브리지 발생으로 방지하고 노출된 회로의

E N D
PSR Process • PSR 이란? • PSR 목적 - Soldering(납땜)시 납이 붙지 않도록 함.(1차 목적) - 수요처에서 필요로 하는 형상을 구현하기 위함. (Ball Pad, Bond Finger, Molding Gate 등) • - 동박 보호(산화/오염) - 부품실장 時 Soldering 땜납의 브리지 발생으로 방지하고 노출된 회로의 산화를 방지하기 위하여 영구적인 Epoxy 성분의 Solder Mask 절연 잉크를 도포하는 공정임 - 도포 방식에는 저밀도 PCB의 경우 Silk Screen 인쇄방식에 의해 열경화성 잉크(IR Ink)를 직접 도포하며, 고밀도 PCB의 경우 회로 형성시와 유사한 방법으로 감광성 잉크(Photo-Imageable Solder Resist)를 Screen法 or Spray-Coating法으로 전체 도포 후 불필요 부분을 노광 및 현상으로 제거한 다음 열경화하는 방법임. Great Company Great People
PSR Process • Process 소개 Pre-Treatment 1) Brush Roller 사용(#600,800)하여 조도 형성 =>Ink 밀착성이 우세함. 2) Pumice 입자가 완전히 제거되지 않을 경우 Micro Short 발생 우려 -표면의 산화물 제거/조도 형성 -Buff,Pumice,Chemical 정면 Printing 1) Brush Roller 사용(#600,800)하여 조도 형성 =>Ink 밀착성이 우세함. 2) Pumice 입자가 완전히 제거되지 않을 경우 Micro Short 발생 우려 -납땜이외의 부분에 S/R Ink 도포 -Screen法과 U-Coater法 Flood-Coater 방향 스퀴즈 Scrap Bar SCREEN Printing 방향 PCB [U-Coater法] [Screen法] Great Company Great People
PSR Process -도포된 잉크의 용제를 제거해 접착성을 없앰 1) 가건조 온도와 시간에 의한 미현상 발생 2) 인쇄 후 방치시간에 따른 Bubble 발생 정도 Pre-Cure -PCB에 Film 합치 후 UV광을 조사 1) 산란광 사용 2) 노광량 : 400~500mj/㎠ 3) 광중합 반응 : 2H Exposure Development -미노광된 부분의 Ink를 약품으로 제거 1) 현상액 : 1% Na₂Co₃(30℃) 2) 현상시간 : 60~80sec 1) 온도 : 150±5℃ 2) Ink 경도에 영향을 줌 (6H이상) -Coating된 Ink를 열풍으로 완전 경화 Final-Cure 1) Screen Priniting 2) Ink 두께 : 10~15㎛ =>Screen Mesh,Emulsion Thickness - 부품표시와 Symbol 기호를 인쇄 Legend Marking Great Company Great People
PSR Process • Solder Mask 인쇄 공법 비교(Spray法 vs Screen法) 비교 항목 U-Coater法 Screen法 회로 Covering성 연속작업에 따른 인쇄 편심 발생시, TH-Hole내 Ink 맺힘 으로 Hole속 Ink 발생 TH-Hole내부에 미세하게 (1~2㎛) 도포되나, 현상에서 완전 제거됨 TH-Hole 현상성 가건조 前 방치시간 부족, 인쇄두께 과다로 Bubble 발생 Bubble 불량 발생 無 Bubble 불량 회로 Pattern의 꺽인 정도와 도금 공법별 Skip 발생 U-Coater 토출량 Setting Skip 불량 Great Company Great People
0.48㎛ 0.22㎛ PSR Process • S/R 공정 불량 소개 Ink 두께 미달 회로 밀림 날인 밀착 1)Hal 작업시 Solder Roller가 제품 외곽 부위에 있는 날인에 물리적인 충격을 가함 2)날인 문자가 충격으로 인해 밀착 불량[회로 문자 폭103㎛] 1) U-Coater Error상태를 원상 복귀시키면서 U-Coater Booth 내에 있는 제품은 Conveyor에 의해 이동됨. 2) Ink 저장용기에서 고무호수를 통해 Spray Gun까지 Ink가 이송되는 시간까지의 시차만큼 표면 Ink두께 미달 발생 회로폭 4mil정도로 정면처리시 Brush에 의한 회로 밀림 발생 S/R 묻음 1)Routing 後 후처리(탈지) 처리 공정에서 Via Hole 內로 침투한 탈지액이 제거되지 않음 - Via Hole 메꿈 사양 2)후처리 後 제품을 겹쳐 놓음으로 인해 탈지액이 용출되어 나오면서 Via Hole 인접한 Pad를 오염시킴. 오염 형태는 - 탈지액의 산성(pH4~5) 성분에 의해 Pad의 Au도금층 표면 산화를 촉진 - 탈지액 성분중의 계면활성제,세정제 등의 성분으로 Pad를 오염시킴 - 표면 오염물질이 EDX분석으로는 검출되지 않음 Via 메꿈+탈지 Line 1.U-Coater Spray Coating시 Hole 내벽까지 Solder Resist가 인쇄됨. 2.현상 후 수세단 통과 時 Hole속 Solder Resist가 완전히 제거되지 않은 상태에서 뒷단의 Air Knife 에서 빠져 나와 단자에 묻음 Great Company Great People
PSR Process • S/R 공정 불량 소개 백화현상 S/R Ink 튐 S/R 묻음 알갱이 형태의 모양 발견됨. 1)인쇄시 충진 되었던 S/R이 노광시 UV노광이 되지 않아 현상시 현상액이 스며들어 Hole속 S/R이 현상되면서 빠져 나옴. 1)현상 투입시 제품 두 장 겹침 발생 으로 Sponge Roller 오염으로 다음 진행되는 제품에 묻어남. 1) 노광 부족, 현상시 온도상승(30℃이상),열경화 부족으로 인해 금도금/Hal등 Finish 처리시 약품이 스며들어 부분적으로 표면이 흰색을 나타내는 현상 S/R 들뜸 1) PSR 자동인쇄 時 인쇄 편심에 의해 Hole속 잉크 발생 2) Hole속 잉크 발생한 제품을 재작업 時 Hole속 잉크를 완전 제거되지 않고 Rework 되어 최종 상태에서도 잉크가 잔존 1) Brush 정면시 Brush의 장착 불량 / 회전 rpm(1600rpm이하)에 의해 S/R 밀착력 약화로 금도금시 약품 의 침식에 의해 들뜸 발생 Hole속 ink에 의한 Solder Ball Great Company Great People
구성 성분 및 작용 LPISM의 구성 성분 및 작용 Great Company Great People
DSR 330 S22-11 Tin 조건별 경계부 Check 정면 : Brush 노광량 400mj/㎠ 현상 : 3.5m/min 최종경화 : 가건조 3호기 Great Company Great People
Hole Plugging ■ Hole Plugging Micro-Section 결과 N G O K 구 분 Hole Surface Hole inner Hole Plugging : 50% Great Company Great People
Hole Plugging ■ Analysis of 1506A Hole Plugging #80 Screen Shape 1. Hole Plugging Screen Spec - Mesh : #80 - Emulsin Thickness 60㎛, - Width : 112㎛ -Opening Size : 200㎛ 2.1506A Hole¢ Spec : 200㎛ Width : 112㎛ 200㎛ 3.원인 1) 최종 Hole ¢ Spec 200㎛임. 2) Screen의 망사 Width가 112㎛로 Hole상에 걸치게 되는 부위가 나타남. 3) Hole과 망사가 겹친 부위에 Ink가 빠지지 않고서 Air가 Hole내부로 들어가게 됨. 4)가건조시 Hole내부에 있는 Air의 팽창에 의해 Hole 터짐으로 인한 미충진 현상 발생 ※ 하기 그림 참조 NG OK Great Company Great People
Hole Plugging ■ 개선 대책 1.Screen Type 변경 기존 → 변경 #80 #180 #180 Screen Shape #80 Screen Shape Width : 70㎛ Width : 112㎛ 90㎛ 200㎛ 2.Merge Small Hole ¢ With Screen 100㎛ 160㎛ Great Company Great People
백화 현상 - Defect - Whitening Root Cause 1)PSR노광 작업시 노광량이 낮은 조건(300mj/㎠)에서 백화현상이 발생함. (Attachment 1) - 노광량이 부족할 경우 Ink성분이 UV빛에 충분히 반응하지 못해 무전해금도금시 수분을 흡습하여 백화 현상이 발생함 2)무전해금도금 後, 후처리 온도가 낮은 조건에서 백화현상이 심하게 발생함. (Attachment 2) - 무전해금도금시 기판 내부의 온도와 기판 표면의 수세수의 온도차가 클 경우, 잉크성분의 수분 흡습 현상이 촉진되어 백화현상이 발생함 Great Company Great People
백화 현상 Corrective Action - Defect - Whitening 1)PSR 노광 작업시 노광량을 400mj/㎠ 이상 관리 - 기존: 350 ± 50mj/㎠ - 변경: 450 ± 50mj/㎠ - 4/23일 부터 적용 중 2)금도금 후처리기 수세 온도 변경 - 기존: 수세수 온도 상온 적용( 4~ 28℃) - 변경: 수세수 온도 별도 관리( 25±3℃) - 5/1일 이후 신규 후처리기 Set-up하여 적용 예정 Reliability Test 1)백화현상 발생 제품에 대해 신뢰성 Test 결과 - Test 조건: Solder Floating(260℃, 10초, 3Cycle) - Test 결과: Solder Floating후 S/R밀착 이상 없음 Great Company Great People
백화 현상 Attachment 1) Test for UV Exposure Great Company Great People
백화 현상 Attachment 2) Test for Cleaning Water Temperature after Ni/Au Plating Great Company Great People