Download
1 / 30
300 likes | 365 Views
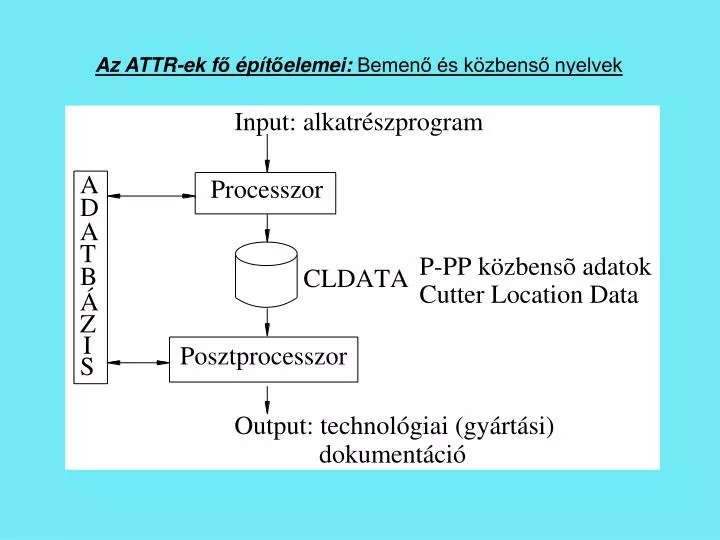
Az ATTR-ek f ő épít ő elemei: Bemenő és közbenső nyelvek.

E N D
APT (Automatically Programmed Tools) az első NC programozási rendszer, az ötvenes évek második felében dolgozták ki a MIT-ben (Massachusetts Institut of Technology). Alapul szolgált számos további rendszer kidolgozásához (APT alapú rendszerek: EXAPT, NELAPT, IFAPT, ADAPT stb.), valamint ISO szabványajánlásokhoz. • Fontosabb ismérvei: • szabad formátumú bemenő nyelv az alkatrészprogram leírására • processzor-posztprocesszor struktúra • CLDATA = processzor-posztprocesszor közbenső nyelv • Ezek a mai ATTR-ekre is jellemzőek. APT alapú az ISO bemenő nyelvi és CLDATA ajánlás.
Input: tervezési alapadatok. Döntően a kész- és nyersdarab, valamint megmunkálásra vonatkozó információk. • Megadhatók: • táblázatosan (merev, nehezen bővíthető), • párbeszédes formában: - szöveges • - grafikus • - hibrid • bemenő nyelven • vegyes módon • Bemenő nyelv: az alkatrészprogram leírására szolgál a műszaki • nyelvhez közelálló fogalmakkal, rögzített szabályok • szerint, • Szintaxis: a nyelv szabályai (nyelvtana), • Szemantika: a nyelv értelmezése, fogalmi oldala, • Predefinitség: az alkatrészprogramban egy fogalomra csak • meghatározását (definícióját) követően lehet hivatkozni, • Modalitás: az alkatrészprogramban egy utasítás mindaddig • érvényben marad míg megváltoztatását kiváltó utasítás • meg nem jelenik, • Horizontális struktúra: a nyelvi mondatok felépítése, • Vertikális struktúra:a nyelvi mondatok alkatrész-programon belüli • sorrendiségét szabályozza,
Nyelvi elemek: • alkalmazható jelek (betűk, számok, speciális jelek) • szavak (hossza, felépítése: pl.: APT-ben max 6 karakter és betűvel kezdődik) • szótári szavak: - főszavak (a mondat típusát határozzák meg) • - módosítók (módosítják a mondat típusát, megadják a következő paraméter jelentését, jelentéssel bírnak) • szótáron belüli szavak (azonosítók formális paraméterek) • karakterlánc (string, szöveg)
mondat, utasítás (felépítésének szabályai) • Az APT mondat általános felépítése: n [<azonosító>=] <főszó> /[<módosító>!<paraméter>!<azonosító>] Pl.: C1 = CIRCLE/TANTO, IN, C2, OUT, C3, RADIUS, 50, YLARGE 0
szerszám azonosító száma szerszám helye a szerszámgépen TOOLNO/256432, 22 SPINDL/400, CLW Elemi technológiai utasítások fordulatszám forgásirány FEDRAT/0.5, PERREV GOTO/P2 STOP
alkatrészprogram: nyelvi mondatok rendezett halmaza • Felépítése: • Program kezdete PARTNO/TENGELY 6678 • Program törzse • Program vége FINI • Program törzse: • általános adatok (mdb-ra, megmunkálásra vonatkozóan) lásd: GTIPROG/EC • geometriai leírás, definíciók (lásd: geometriai modellezés, GTIPROG/EC) • technológia: - technológiai definíciók • - technológiai definíciók aktivizálása • - megmunkálási helyek kijelölése • - elemi technológiai utasítások
APT alkatrészprogram • (Példa):
Elemi mozgásutasítások: a) Utasítások pozicionáló mozgásra GOTO/P1 mozgás adott pontra GOTO/X1, Y1, Z1 GODLTA/dx, dy, [dz] mozgás növekménnyel GODLTA/dz
b) Pályamenti (felületek menti) mozgatás utasításai TO GO/ON, ds, PAST mozgás adott felületekhez mozgás felületek mentén
Közbenső nyelvek • Az ATTR komponensek (szintek, szegmensek) közötti információátadást szolgálják: • . közvetlen elérésű fájlok: • - geometriai és technológiai definíciók normálalakjai • - szerszámok leírása • . soros, szekvenciálisa elérhető fájlok: • - szerszámok aktiválási sorrendje • - megmunkálási folyamat leírása • Szabványosítva a processzor-posztprocesszor közbenső nyelv a CLDATA (Cutter Location Data) • CLDATA: rekordok szekvenciális sorozata • A rekordok szavakból állnak.
A rekordok általános felépítése: A rekord első négy szava: Sz 0 (I) = length, a rekord további szavainak száma Sz 1 (I) = iseqno, a rekord sorszáma Sz 2 (I) = a rekord típuskódja Sz 3 (I) = a rekord altípuskódja (ha van) vagy valamilyen kód típusú adat A további szavak típusa és jellege a rekord típusától, altípusától függ. Szintaxis, Szemantika, Modalitás, Horizontális és Vertikálisstruktúra értelmezése mint a bemenő nyelvnél Horizontális struktúra: a rekordok felépítése
1000-es típusú rekord Neve: CARDNO Felépítése: Sz 1(I) = iseqno Sz 2(I) = 1000, CARDNO Sz 3(I) = icard az alkatrészprogram azon mondatának sorszáma,mely forrása a további rekordoknak. (Hibavizsgálathoz!)
2000-es típusú rekord Posztprocesszor utasítások (döntően a bemenő nyelv elemi technológiai utasításainak felel meg) Általános felépítés: Sz 1(I) = iseqno Sz 2(I) = 2000 Sz 3(I) = altípus-kód … további szavak az altípus-kódtól függenek
Példa néhány 2000-es rekordra: 1.) Sz 3(I) = 1002, HEAD Sz 4(I) = 193 Sz 5(I) = ikead, megmunkáló fej, -szán kódja Utasítást ad a megnevezett (ikead) szán vagy megmunkáló fej működésbe lépésére 2.) Sz 3(I) = 1009, FEDRAT Sz 4(I) = 501, PERMIN 504, PERREW 71, ON 72, OFF Sz 5(I) = s, előtolás értéke Előtolás bekapcsolása
3.) Sz 3(I) = 1025, TOOLNO Sz 4(I) = e, szerszámazonosító kód Sz 5(I) = f, szerszám helye a szerszámgépen …. esetleg további adatok a szerszám méreteire és korrekciójára vonatkozóan Szerszám aktivizálása 4.) Sz 3(I) = 1031, SPINDL orsóforgás Sz 4(I) = 71, ON bekapcsolás 72, OFF kikapcsolás 246, ORIENT orientált kikapcsolás, rögzítés 114, LOCK kikapcsolás + rögzítés Orsóforgás be- és kikapcsolás Sz 5(R) = n, fordulatszám 1/min 5.) Sz 3(I) = 1049, COUPLE Sz 4(I) = 71, ON 72, OFF Orsóforgás és előtolás szinkronizálása (menetvágáshoz)
6.) Sz 3(I) = 5, RAPID Gyorsmenet bekapcsolása 7.) Sz 3(I) = 1094, SAFPOS Sz 4(I) = 53, NOMORE érvényesség vége 1258, FIX szerszámcsere gép fix helyzetben Sz 4(R) = x Sz 5(R) = yszerszámcsere helyének koordinátái Sz 6(R) = z Szerszámcsere-helyzet előírás 8.) Sz 3(I) = 2, STOP gép leállítása 9.) Sz 3(I) = 3, OPSTOP feltételes stop
10.) Sz 3(I) = 1012, OPSKIP vezérlőmondatok feltételes átugrása Sz 4(I) = 71, ON 72, OFF 11.) Sz 3(I) = 1010, DELAY késleltetés Sz 4(I) = 98, SPIN sec-ban adva 97, REW orsófordulatok számával adva Sz 5(R) = a késleltetés értéke Sz 4 dimenzióban 12.) Sz 3(I) = 1071, CLDIST biztonsági távolság Sz 4(R) = a durva, nyers felületekhez Sz 5(R) = b sima, előmunkált felületekhez 13.) Sz 3(I) = 1030, COOLNT hűtés ki- és bekapcsolás Sz 4(I) = 71, ON 72, OFF 89, FLOOD folyadék bekapcsolás 90, MIST ködhűtés bekapcsolás 91, TAPKUL menetfúráshoz hűtés bekapcsolás Sz 5(I) = a hűtéscső azonosító kódja
14.) Sz 3(I) = 1037, TRANS Sz 4(R) = x alkatrész-koordinátarendszer Sz 5(R) = y origójának helye szerszámgép Sz 6(R) = zkoordinátarendszerében 15.) Sz 3(I) = 1, END befogás vége 16.) Sz 3(I) = 1026, ROTABL asztalforgatás Sz 4(I) = 266, INDEX elforgatás indexelt pozicióba 1, ATANGL elforgatás adott szöghelyzetbe Sz 5(R) = a elforgatás poziciója, szöge 17.) Sz 3(I) = 1045, PARTNO alkatrészprogrammegnevezése (CLDATA kezdete) Sz 4(T) …… PARTNO-ban lévő szöveg Sz n(T)
18.) Sz 3(I) = 1015, MACHIN Sz 4(T) …… szerszámgép és vezérlés Sz n(T) megnevezése, azonosítója 19.) Sz 3(I) = 1044, PPRINT Sz 4(T) …… gyártási dokumentációban Sz n(T) kinyomtatandó szöveg 20.) Sz 3(I) = 1046, INSERT Sz 4(T) …… vezérlőprogramba beszúrandó Sz n(T) vezérlőmondat
21.) Sz 3(I) = 1054, CYCLE ciklus Sz 4(I) = 163, DRILL fúrás Sz 5(R) = deptk mélység(megmunkálás) Sz 6(I) = 316, MMPR [mm/ford] Sz 7(R) = n orsó fordulatszám Sz 8(R) = cldist biztonsági távolság Sz 9(I) = 280, RAPTOgyors ráállás Sz 10(R) = rdepth relatív szabad mélység (ütközési magasság) Sz 11(I) = 279, DWELL Sz 12(R) = deley késleltetés fordulatban 3000-es típusú rekordok Geometriai elemek normálalakjai
4000-es 5000-es típusú rekord Egyenesvonalú szerszámmozgás, egyenes szakaszokkal közelített görbevonalú szerszámmozgás. Sz 2(I) = 5000 Sz 3(I) = 3, FROM, kiindulási helyzet 4, GODLTA 5, GOTO 6, GOTO folytatása Sz 4(N) = felület vagy pontminta azonosítója Sz 5(I) = pontindex Sz 6(R) = X1 Sz 7(R) = Y1 Sz 8(R) = Zz ---------------------------- Sz 9(R) = Xz . . . Sz 245(R) =
Sz 2(I) = 4000 magyar javaslat Sz3(I) = 1, TLRGT 2, TLLFT 3, TLON 0, undefinit Sz 4(I) = 0, undefinit Sz 5(I) = 5, GOTO, mozgás adott célpont(ok)ra Sz 6(I) = 1, ha (x, y, z) 2, ha (x, y, z, u) 3, ha (x, y, z, i, j, k) i, j, k: szerszám tengelyvektor 4, ha (x, y) 5, ha (x, y, z, l, m, n) l, m, n: felületnormális
6, ha (x, y, z, i, j, k, l, m, n) 7, ha (x, y, l, m) Sz 7(N) = name, azonosító (PAT1) Sz 8(I) = pont index vagy undefinit Sz 9(I) = 1, normál pozícionálás 2, fokozott pontosságú pozícionálás Sz 10(R) koordináták vagy koordináta- …… csoportok Sz 6 és Sz 0 = length Sz length(R) függvényében
6000-es típusú rekord Sz 2(I) = 6000 Sz 3(I) = 7, INTERP interpoláció kezdete 8, INTNOM interpoláció vége 14000-es típusú rekord Sz 2(I) = 14000, FINI (CLDATA vége)
15000-es típusú rekord: görbevonalú szerszámmozgás Sz 2(I) = 15000 Sz 3(I) = 1, TLRGT 2, TLLFT 3, TLON 0, undefinit Sz 4(I) = 0, undefinit Sz 5(I) = 4, CIRCLE, mozgás körív mentén Sz 6(I) = 13 16 további szavak száma 19 Sz 7(N) = azonosító név (ds) Sz 8(I) = 0
Sz 9(R) = xc Sz 10(R) = yc kör középpont koordinátái Sz 11(R) = zc Sz 12(R) = i Sz 13(R) = j kör síkjának normálvektora Sz 14(R) = k Sz 15(R) = r kör sugara Sz 16(R) = kör középponti szög Sz 17(R) = x Sz 18(R) = y körív végpontjának (mozgás Sz 19(R) = z végpont) koordinátái Sz 20(R) = l Sz 21(R) = m felület normális a mozgásvégpontban Sz 22(R) = n Sz 23(R) = o Sz 24(R) = p szerszám tengelyvektora mozgásvégpontban Sz 25(R) = r
17000-es típusú rekord: szerszámok Sz 2(I) = 17000 Sz 3(I) = 1, TOOLST szerszám leírás Sz 4(I) …… szerszámokat leíró adatok Sz n(R) Sz 2(I) = 17000 Sz 3(I) = 2, TLPOST szerszámok aktivizálási sorrendje Sz 4(I) = szerszám sorszáma a TOOLST rekordok között = 0, ha nincs TOOLST rekord Sz 5(I) …… szerszámot és korrekciós Sz n(R) kapcsolókat azonosító adatok 18000-es típusú rekord: alkatrész- és nyersdarab-adatok Sz 2(I) = 18000 Sz 3(I) = 2, PART alkatrészre vonatkozó adatok 3, WPIECE nyersdarabra vonatkozó adatok