Download
1 / 74
740 likes | 747 Views
Brick City Oven Project 05424. Group Members: Derek Stallard Adam George Nathan Mellenthien Izudin Cemer. Sponsors. VP Office, RIT Finance & Administration Sponsor contact: Abraham Fansey. A Pizza Venture with a Differentiated Advantage. Goals of Pizza Venture High Quality Product

E N D
Brick City OvenProject 05424 Group Members: Derek Stallard Adam George Nathan Mellenthien Izudin Cemer
Sponsors • VP Office, RIT Finance & Administration • Sponsor contact: Abraham Fansey
A Pizza Venture with a Differentiated Advantage • Goals of Pizza Venture • High Quality Product • Faster Delivery of Product to Customers • Objectives of Pizza Venture • Product Research and Development • Innovative Business/Marketing Plan • Proximity to Target Market • Great Oven
Process • Define problem • Data collection/Research • Concept development/Brainstorming • Feasibility assessment • Performance objectives & specifications • Analysis & synthesis • Detailed design
Needs Assessment Overview and Structure • Level 0: Project Mission Statement (Qualitative) • Level 1: Qualifiers (Qualitative) • Level 2: Winners (Qualitative) • Level 3: Qualifiers (Quantitative) • Level 4: Winners (Quantitative) • Level 5: Key Business Goals (Internal Stakeholders) • Level 6: Primary Market Goals (External Stakeholders) • Level 7: Secondary Market Goals (Scope Limitations) • Level 8: Innovation Opportunities (Pre-empt Future Needs)
Level 0 : Mission Statement • Design and build a high temperature pizza oven to replicate the unique results of a coal oven • Fabricate a working, scaled-down prototype at R.I.T.
Level 1: Qualifiers (Qualitative) • Technological Attributes • Oven will reach high temperatures as per sponsor specifications • Budget and Economic Attributes • Oven must be able to be built within a reasonable budget • Performance Attributes • Oven must cook pizzas in the designated amount of time • Oven must be able to sustain high temperatures • Schedule or Time Attributes • Prototype of oven must be able to be constructed within the allotted time for Senior Design
Level 2 : Winners (Qualitative) • Technological Attributes • Oven should use new technologies to obtain desired temperatures • Oven should have a “high-tech” look and feel to it • Oven should reach temperatures above sponsor specifications • Oven should be user friendly • Budget and Economic Attributes • Prototype should be constructed under sponsor specified costs • Performance Attributes • Oven should maintain high temperatures without much heat loss • Oven should cook pizzas in a shorter period of time than sponsor specifications • Schedule or Time Attributes • Prototype should be constructed ahead of the allotted Senior Design II scheduled time to allow for testing and adjustments ( levels 3-7)
Level 8 : Innovation Opportunities • Few “environmentally friendly” high temperature pizza ovens in market • Few “high tech” interfaces on ovens in market • Opportunity to combine traditional pizza cooking methods with new technologies
Concept Development • Started out defining top Qualifiers according to the sponsors needs • High cooking temperature in the range of 700-850°F • Use same heat transfer methods by original coal oven
Concept Development • User friendly • Very little training required for usage by new employees • Interface controls that easily operate the oven features • The final important qualifier that we identified was the aspect of Safety
Research and data collection • Second phase of concept development was research and data collection. • Types of ovens and their operating conditions • History and methods employed by traditional coal ovens • Controllers, materials, insulation, and various components
Research and data collection • Types of fuel sources • Electric • Natural gas • Wood and coal • Styles of applying the fuel source • Traditional burner (flame) • Infrared technology • Electric heating coils • Impingement
Common characteristics • Formulated several concepts • These concepts shared a few common design characteristics • A refractory dome roof • Supplies radiant heating • A stone deck cooking surface • Creates a crisp crust • Provides convection surface
Concepts Developed • Non-rotating deck with gas under hearth burner • Similar to existing ovens • We believe as a group that this could be easily accomplished to a certain extent • Lacks radiant heat transfer method • Absence of rotating deck **We have decided that this concept is not going to be pursued any further.**
Concepts Developed • Rotating deck with gas or IR under hearth burner • Rotating deck stone • Under hearth burner • Gas under hearth • IR under hearth **This concept will not be pursued further due to its limitations**
Concepts Developed • Rotating deck with IR under hearth and rear gas burner • Rotating deck will create a “user friendly” oven • IR under hearth will heat the stone deck very efficiently • The rear gas burner will provide the heat for the ambient air and radiant dome. • Drawback? • Close proximity of rear burner to edge of pizza
Concepts Developed • Rotating deck with IR under hearth and rear burner with guard • Incorporates other concepts’ best features • Rotating stone deck • IR burner • Rear gas burner • Added a flame guard to direct the heat up and away from the pizza towards the refractory dome
Concepts Developed • Rotating deck with IR under hearth and rear burner with guard
Feasibility Assessment • Compiled feasibility chart • Prioritized criteria • Set target values • Evaluated design options
Performance Objectives & Specifications • Design objectives • WHAT the design must do • Performance Specifications • HOW the design will meet the objectives
Design Objectives • Replicate and improve upon a coal oven • Reaches high internal temperatures • Mixture of traditional baking methods and current technology • Evenly cooked pizza • User friendly • Capable of high production • Oven should be safe with minimum exposure of the cook to high temperatures
Performance Specifications • Stone deck must reach a minimum temperature of 650°F • Internal air temperature must reach a minimum temperature of 850°F • Deck must be rotating and have a variable speed • Oven insulation: outside surface is no higher than 120°F • Cooking time: no longer than five minutes per pizza • Capacity shall be a minimum of six 12” pizzas
Analysis and Synthesis • Aspects • Heat Transfer • Stress/Strain • Electrical
Heat Transfer • Conduction • Experimental determination of k value • Convection • Radiation • Determination of heat required to cook pizza • Final time to cook pizza • Heat loss • Heat generation (still in process) (modes of transfer)
Heat Required to Cook Pizza • Standard oven, pizza stone, and measuring devices required • Set area and thickness • Heat required=(mi-mf)*L • Values • L=2260 kJ/kg • A=.07297 m2 (D=.3048m) • Final value of 1808 kJ
Final Time to Cook Pizza • Total Heat Supplied = Heat Rate * Cooking Time • Total Heat Required = 1808 kJ • Heat Rate= Conduction+Convection+Radiation • Heat Rate=12120.4 J/s • Total Cooking Time=149s (2 min, 29 sec)
Heat Loss • To Pizza • Through Door • Open • Closed • Through Wall • Through Flue (Still in calculation)
Heat Loss to Pizza • Max Capacity: 120 (12”) pizzas • Aim: 100 pizzas per hour • Each pizza takes 1808 kJ to bake • Average heat lost to pizzas= • 180,800 kJ/hr=50,222 J/s • 171,365 BTU/hr=47.6 BTU/s
Heat Loss Through Conduction (Closed door and Wall) • Compound Wall • Unsure of insulation thickness desired • Wanted to be able to try different values • Plugging numbers into equations would be time consuming and inefficient
The Solution? • A Visual Basic program • Input • k • Thicknesses • Output • Temperature at outer surface • Heat Rate (calculations)
Heat Loss Results • Heat loss to pizzas*: 50,222 J/s • Heat loss through walls: 176.32 J/s • Heat loss through door: • Open: 942.5 J/s • Closed: 26.81 J/s • Heat loss through flue: To Be Determined • Total Heat loss Range during operation**: • 50,425 J/s to 51,341 J/s *Oven is operating at aimed capacity **Figures do not include heat loss through flue
Mechanical Analysis • Using COSMOS finite element analysis • Deformation • Displacement of Base • Strain • Von Mises Stress
Strain • Max of 7.335x10-5; Min of 3.072x10-8
Displacement of Base • Max of 1.774x10-4 m (6.984x10-3 in.) (von mises)
Control • Type of control problem determines the type of control system (major types of control are shown in Fig.) • Continuous system: values (temperature) changes smoothly • Linear: simplest control method (it can be modeled mathematically) • Our choice of controller is PID
PID • PID controllers will not be stand alone • PID controllers will be in PLC’s • PLC’s will be software based
Controllers Job (PID) • To maintain the output (temperature) at a constant level. • Meaning there is no error or difference between the PV (present temp.) and a SP (desired temp.) • Actual temp. received as an input • Therefore it (PID) will control the valve to regulate flow of gas
Controllers Job (PID) • PID automatically finds correct flow of gas that keeps temp. steady at set point. • If set point is lowered PID reduces the amount of gas flow to the heater • If set point is raised the PID increases the amount of gas flow to the heater • This can be visualized in the following graph
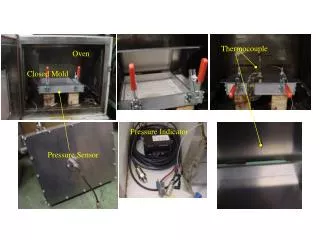
Process Description • Introduction: • Software based PLC will be used to control the oven • Oven will have two heating elements (controlled separately) • There will be three temp. sensors and four thermocouples (2 per heating element) • Numerous safety controls • Two operating Modes - Preheat mode - User mode
Process Description • Preheat Mode: • User interface screen will display the temperature of the two heating elements • Buttons to control each element • Heaters will be fully turned on • Can not control the heating elements independently until moved to User Mode • Buttons for aborting preheat mode • Safety check will be performed in this mode (discussed below) • Shutdown button (put system into idle state)
Process Description • User Mode: • New user interface screen displays temp. of each heating element and of each temp. sensor • User override allows each element to be controlled individually • Status of each heating element will also be displayed • Start button will start rotating the deck and maintain the desired temp. • Once the rotating deck is turned off the system goes into idle state same as if the SHUTDOWN button is pushed • If preheat button is pushed, the system goes into preheat mode
Process Description • Safety check will also be performed in user mode as described in the following slides • Idle State: • All heating elements are off • Rotating deck is off • Message on user interface screen will be displayed “In Idle State” • A safety check will also be performed continuously
Safety Check • Run continuously in all modes • 1st the temp. differential between the two thermocouples will be performed on each heating element • Large differential could indicate faulty thermocouple or fire inside the oven • Temp. of each sensor will be compared to a given maximum temp. This prevents the oven from getting dangerously hot • Different WARNING error will be generated for each error and displayed on the screen • The system will return to the Idle State • The system can be restarted once the problem has been resolved
Characteristics of PID controllers • Continuous process controllers • Analog input (actual temp. PV) • Analog output • Set point • Example of “continuous process control” • Temp. pressure, and flow • Simple control • Two temp. limit sensor (one low one high), and then switch the heater on when low temp. sensor turns on, and switch the heater off when high temp. sensor goes on. (something probably done on our prototype)
Analog Input (PV (process variable)) • Want PV to be highly accurate • For example if we want to maintain a temp +/- of 10 degrees then we typically strive for at least 10X of that (or 1 degree) • If analog input is 12 bit and the temp. range for the sensor is 0 to 1000 then • Theoretical accuracy = 1000 degrees/ 4096 (12 bits) =0.244 degrees • Theoretical because no noise in sensors, wiring, and analog converter.