Download
1 / 16
180 likes | 335 Views
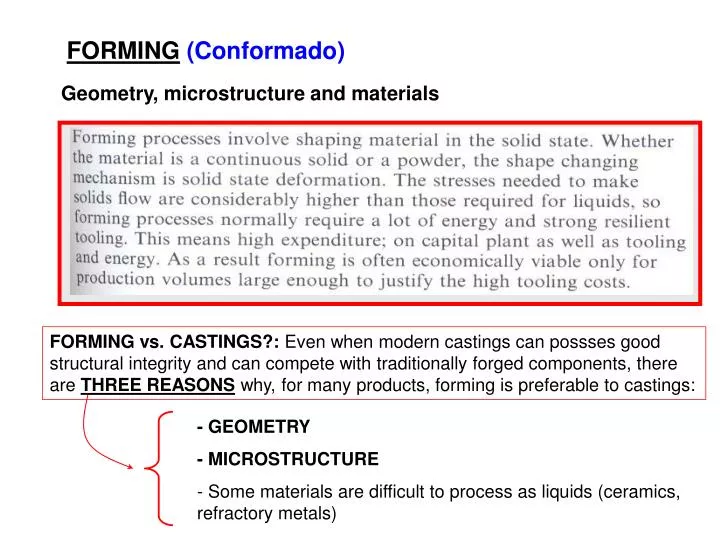
- GEOMETRY - MICROSTRUCTURE - Some materials are difficult to process as liquids (ceramics, refractory metals). FORMING (Conformado). Geometry, microstructure and materials.

E N D
- GEOMETRY - MICROSTRUCTURE - Some materials are difficult to process as liquids (ceramics, refractory metals) FORMING(Conformado) Geometry, microstructure and materials FORMING vs. CASTINGS?: Even when modern castings can possses good structural integrity and can compete with traditionally forged components, there are THREE REASONS why, for many products, forming is preferable to castings:
Geometry: products with one dimension significantly different in size from the others (long products like rails or thin products like car body panels) are difficult to produce by casting and are usually made by a forming process. Forming processes also have geometrical limitations. In general, products containing cavities or complex re-entrants features are difficult to produce by forming. Casting and Forming will be in competition with each other only for products which possess geometries obtainable by either method. Microstructure: Microstructure determines the properties of the final product!. Sound castings exhibiting excellent mechanical properties can be produced with good casting design BUT … these are usually made from short freezing range eutectic alloys. IT IS FAR MORE DIFFICULT TO PRODUCE SOUND CASTINGS IN LONG FREEZING RANGE ALLOYS (why ????). Do we have to restrict our choice to eutectics?! Most of the metallurgical tricks we can use to get the product properties we want (precipitaion hardening, martensitic transformation, etc.) are generally available ONLY IN LONG FREEZING RANGE ALLOYS Easy way of producing an alloy: homogenously mix the elements in the liquid state BUT ... THIS HOMOGENEOUS MIXTURE IS NOT RETAINED ON SOLIDIFICATION AND A CAST MICROSTRUCTURE IS PRODUCED. Even relatively fine microstructures contain compositional and microstructural inhomogeneities which are significantly larger than can be tolerated in many products. THEN ….?
WROUGHT ALLOY PRODUCTION Microstructure of a cast low alloy steel ingot Continuous casting THEN ….?: HEAT TREATMENT to decrease compositional gradients BUT … MICROSTRUCTURAL INHOMOGENENEITIES ARE MOST EFFICIENTLY REMOVED BY PLASTIC DEFORMATION THEREFORE: Forming Processes are often used to convert CAST MICROSTRUCTURES into more homogeneous WROUGHT MICROSTRUCTURES ! The data listed in engineering design reference books correspond to WROUGHT MATERIALS even when, virtually, all alloys have been originally obtained bycasting, i.e., the COARSE GRAIN STRUCTURE, SEGREGATION and POROSITY often found in cast metals have been removed by HOT WORKING. The raw material for most FORMING and CUTTING processes is already in this WROUGHT condition!
To produce a WROUGHT MICROSTRUCTURE a forming process must remove both: SEGREGATION and POROSITY: best achieved by one of the following HOT WORKING processess: ROLLING, EXTRUSION or FORGING to break up the dendrite structure decreasing the effective diffusion distanceand healing up any porosity Large deformations are needed to produce wrought structures directly from ingot to product: large plastic strains. Example: HOT EXTRUSION with extrusion ratios (reduction in area) of 200:1. Processes that impose less plastic strain on the material such as CLOSED DIE FORGING or SHEET METAL FORMING require the raw material to have a wrought structure!!!!: they MUST use EXTRUDED or ROLLED bar or sheet stock as input material. In Summary: - Forming processes require high forces and resilient tooling. The tooling costs often need to be spread over large production volumes. - Forming is often preferred over Casting for reasons of: * Product geometry * Microstructure (and therefore, Properties!) - In Casting it is EASY to produce COMPLEX SHAPES but DIFFICULT to produce GOOD MICROSTRUCTURES
Classifying Forming Processes Forming processes involve the INTERACTION of a WORKPIECE (the starting material) with some form of TOOLING to produce a change in shape: based on the ability of some materials to FLOW PLASTICALLY in the solid state • Little or no waste • Large machines, expensive tooling • Large production quantities are normally necessary to justify forming as a production route A FIRST CLASSIFICATION is based on the GEOMETRY of the WORKPIECE: 3D or 2D or: BULK DEFORMATION PROCESSES: the workpiece is subjected to triaxial stresses which are usually compressive in nature, hindering failure processes and improving formability. Examples: forging (card F1), rolling (F3) and extrusion (F4) SHEET DEFORMATION PROCESSES: the workpiece surface area to thickness ratio is relatively high. Both the workpiece and the imposed stresses can be considered 2D. Examples: sheet metal forming (F2), vacuum forming (F6) and blow molding (F7). Sheet material is usually produced first by continuous bulk processes such as rolling followed by “blanking“ and only then the material is pressed into closed dies.
sheet processes bulk processes Stress Systems in: Sheet deformation processes are best approximated as plane stress Bulk deformation processes are best approximated as plane strain
Most sheet deformation processes involve a combination of bending and stretching. Stress state can be approached asplane stress. The consequence is that forming loads are not particularly high in sheet processes and Forming Presses are more often limited by their maximum deformation than by their maximum load. In bulk deformation processes: constrain in one direction (z direction in previous picture) resulting in close toplane strain condition: the workpiece becomes longer and no wider!. The same constraint operates in rolling. Therefore there is a finite stress along the z direction. Plane strain processes involve a hydrostatic stress component wich is normally compressive and this effectively hinders failure processes promoting formability.
Load and Flow Modelling: The main interest in modelling plastic flow is in predicting loads for bulk forming, since sheet forming loads are relatively low. Approximations to material stress-strain curves: rigid-plastic; elastic-plastic; rigid-plastic with work hardening; elastic-plastic with work hardening, Hollomon (s = K en ); etc. Work and Heat of Deformation: total work of deformation ideal work of deformation work of friction redundant work efficiency of the deformation process
+ Tool – Workpiece Interaction: * Friction * Acting Loads Work of Friction: Ufriction + Total WORK of DEFORMATION Utotal = Uideal + Ufriction + Uredundant Redundant work: Uredundant Process Efficiency: redundant work in extruding sheet material through a die RISK !! Hot Shortness Temperature Increase: Hot shortness in Al alloy extrusions Ideal Work of Deformation: Uideal
Distribution of tooling pressure in plane strain forging: the friction hill From Equilibrium + Tresca (low friction): Maximum tooling pressure: Mean tooling pressure: Tooling load: PLANE STRAIN FORGING
Friction in close die forging For a cylindrical workpiece:
Strip rolling in four stand continuous mill Friction Hill in rolling Mean rolling pressure: Use of front and back tension to reduce friction in rolling Backing rolls ROLLING