Download
1 / 16
160 likes | 355 Views
ITEC 142 Polymer Processing Chapter 12: Injection Molding (Operations and Costs). Professor Joe Greene CSU, CHICO. Mfgt 142. Chapter 12: Injection Molding Operations. Overview Costs Operations and Control Troubleshooting and Quality Improvement Part Design and Shapes Coinjection Molding

E N D
ITEC 142Polymer Processing Chapter 12: Injection Molding(Operations and Costs) Professor Joe Greene CSU, CHICO Mfgt 142
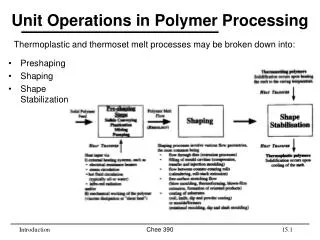
Chapter 12: Injection Molding Operations • Overview • Costs • Operations and Control • Troubleshooting and Quality Improvement • Part Design and Shapes • Coinjection Molding • Injection Compression
Injection Molding Costs • Many methods are used to determine the cost of injection molded part • rough estimates based upon rules of thumb or experience • extremely detailed analysis based on costs for numerous plant functions • spreadsheet based analysis, IBIS and Associates • Pocket knife example • Table 11.3: Cost estimating form for injection molding • Appendix: Blank Form • Part 1: Introduction Section • Part name, customer, molder, • Tool source, date, estimator, approver
Injection Molding Costs • Part 2: Resins and Additives Costs • Type and grade of resin, e.g., pocket knife is nylon 6,6 (Dupont Zytel) • Cost of resin depending upon quantity, e.g., boxcar, gaylord, bag • Additives cost, e.g., colorants, fillers, stabilizers, etc. (black is $3/lb) • Total Material Cost = (resin cost)*(resin fraction) + (additives cost)* (additives fraction) • Example, Total Cost = $1.36 * 0.99 + $3.00 * 0.01 = $1.38 nylon and color • Part 3: Part Costs • Part costs = material costs plus factory costs • Material cost is materials plus scrap from runners, sprues, and part rejects. • Example: Knife weighs 3.8 grams. The runners, sprues, and scrap is 5%. Total material uses us 3.8 + 0.05*3.8 = 4 grams. • Cost = $1.38 * 4/454 lbs = $0.0122 per part • Factory costs represent convenient price figure and is a factor*material costs • Example: Factor = 1000. Then, factory costs = 1000 * $0.0122 = $12.00
Injection Molding Costs • Part 4: Tooling Costs • Type of tooling material, e.g. steel, aluminum, kirksite. • Number of cavities in tool, e.g., single cavity has 1 part, dual has 2, multicavity tool can have 4, 6, 8 pieces, or more. • Number of slides or lifters in a tool to mold parts that have an internal flange or under cut. • Number of years the tool is amortized for tool life, e.g., payoff tool in 1 year, 3 years, or five years. (Every company has different accounting practices. • Internal (In-House) tool construction versus External (Outside) tool construction. Internal is usually less expensive per tool but has more overhead, thus need many jobs to reduce overhead costs. • Example, knife handle • $20,000 per tool (dual cavity, $5K internal, $15K external) • Cost per part is $20,000/ 4million parts * 1000 (pieces) = $5 per 1000 pieces
Injection Molding Costs • Part 5: Machine Costs • Cost of machine is dependent upon the time the machine is in use to make parts and whether the machine has an operator or not. • Each machine will have two rates, e.g., automatic or manual. • Rates are determined from • Original cost of machine • Ongoing operations costs • Special equipment costs for particular jobs, e.g., special controllers or chillers • Cycle time • Example, Knife • Cycle time is 30 seconds yields 240 parts per hour (120 per cavity) • Hourly rate is $25 for manual with operator, and $15 on automatic • Knife example needs operator to cut runner and sprue off part • Cost = $25 per hour / 240 parts per hour * 1000 = $104.17
Injection Molding Costs • Part 6: Secondary Operations Costs • Many parts are subject to other operations costs after molding • placed or glued into an assembly, drilling of holes or attachments • Rates are determined from some rate and cycle time • Rate costs are dependent upon the type of machine used, $ per hour • Cycle time, parts per hour • Runner and sprue removal are not considered secondary operations since they are removed at the press after molding. • Example, Knife • Securing the blade to the handle with screws after injection molding • Cycle time is 10 seconds yields 60 parts per hour • Cost = $7 per hour / 60 parts per hour * 1000 = $19.44 per 1000 pieces • Part 7: Purchase Items Costs • Many items are purchased and included in assembly • Example, Knife use Costs of blade and screw purchases • Cost of blades = $1250 per 1000 pieces • Cost of screw = $2.00 per 1000 pieces
Injection Molding Costs • Part 8: Packaging and Shipping Costs • Costs for shipping cartons, bags, blister packages, foam materials • Costs for transportation can be included • Example, Knife • Costs for blister packages = $50 per 1000 pieces • Cost of carboard box = $0.70 per box that holds 1000 pieces • Total Factory Costs per 1000 pieces = $1443.51 • General Administration Costs = 10% = $144.35 • Marketing and Profit = 20% = $288.70 • Total Cost per 1000 parts =$1,876.16,or $1.88 per knife
Operations and Control • Cycle Time • Key Parameters to control the injection molding process • temperature of the melt • temperature of the mold • pressure of injection and hold • injection time, dwell time, freeze time, and dead time
Temperature Control • Melt Temperature • Settings generally below melting temperature of resin to allow for shear heating of melt. • Overheating could cause material degradation and increase cycle time • Match heating zones with type of resin. • Temperature zones are adjusted to as production continues. • Example, Nylon will be run with a high temperature in the feed zone and decreasing temperature as the material is run through the barrel. • Caution: Too much heating in feed zone can cause bridging • Mold Temperature • Mold can be chilled for polyolefins or heated (140F) for engineering thermoplastics • Cool molds yield faster cycle times but more stresses • Important to have the gate be the first point to freeze • Factors affect temperature of melt and mold • Shot size: larger shots take more heat • Injection rate: faster filling creates higher melt temperature due to shearing • Size of runner: longer runners require higher temperatures • Part thickness: thick parts require more cooling time and lower temperatures
Pressure Control and Injection Rate • Injection and Hold Pressures • Injection should be with the lowest possible pressure without short shots or incomplete fill. • Pack and hold pressures are used to add more material as the part is cooling and shrinking. • Pack and hold pressures are much higher than injection pressures. • Holding time is kept until part cools below Tg. • Injection Rate and Fill Time • Injection rate is time to fill mold. • Usually resin is injected as quickly as possible to reduce skin thickness. Exceptions for thicker skin exist. • Long injection times can permit premature freezing. • Thin parts have fast injection rates. • Thick parts or small gates have somewhat lower rates.
Important Times • Dwell Time (Hold Time) • The time that force or pressure is applied to the cavity after the cavity is full. • Freeze Time • The time interval after the pressure is relieved and before the mold opens. Time is governed by the time required for the part to harden so that it can be ejected. • Ejection (Dead) Time • Time to open the mold, • Eject the part, • Add inserts if needed, and • Close the mold. • Improved with the use of mold release. • Improved with pick robots or other automation
Trouble Shooting • Table 11.2 outlines common defects and some suggestions
Design and Product Considerations • Shapes • Injection molding can mold very complex shapes and can include • bosses, ribs, pins, inserts, undercuts, etc. • These must be added to the part cavity or require slides or lifters. • Hollow parts can be made with the use of slides. • Threaded parts can be made with threaded insert. • Hollow part with a hole on one side can be made with the use of core pins.
Part Design • Thermoplastic parts cool 400 F to 500 F in 10 seconds. • Shrinkage is a big concern. Differences in shrinkage in a part caused by different thickness is a leading cause of warpage, sinks, and voids. • The injection molding tool dimensions are increased to account for part shrinkage. • Mold shrinkage is the difference in the part dimensions and the dimensions of the mold. • Mold dimension = part dimension*(1 + shrinkage value)
Part Design • Weld lines are caused by two or more flow fronts coming together. • Spring back is caused by internal stresses in part that are relieved after the part is molded in minutes, hours, or days.