Download
1 / 21
220 likes | 771 Views
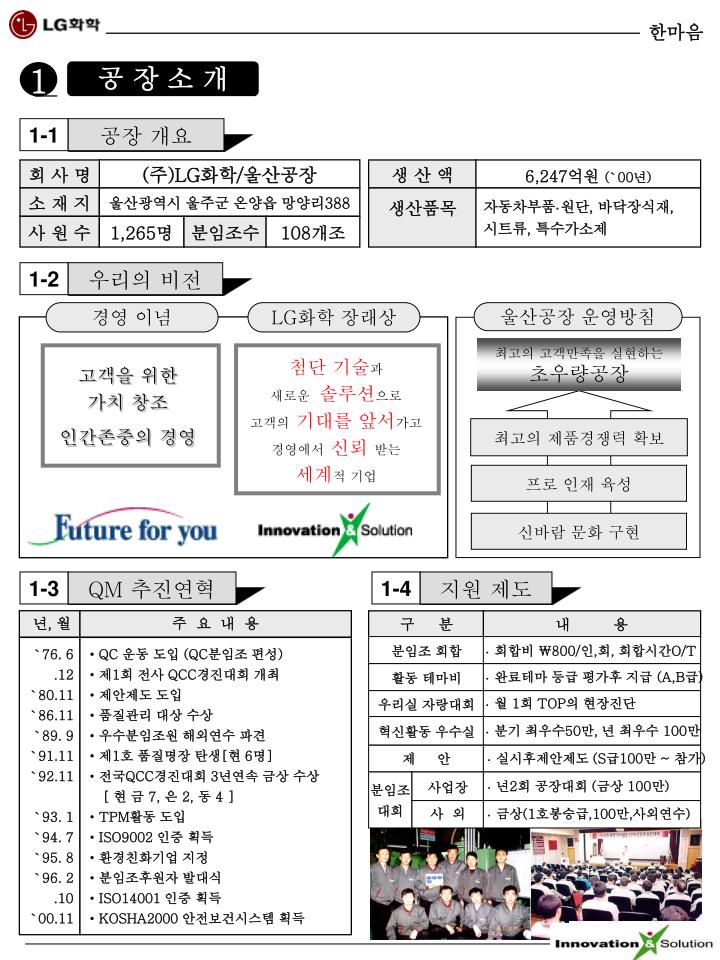
공 장 소 개. 1. 1-1. 공장 개요. ( 주 )LG 화학 / 울산공장. 회 사 명. 생 산 액. 6,247 억원 (`00 년 ). 소 재 지. 울산광역시 울주군 온양읍 망양리 388. 생산품목. 자동차부품 · 원단 , 바닥장식재 , 시트류 , 특수가소제. 사 원 수. 1,265 명. 분임조수. 108 개조. 1-2. 우리의 비전. 경영 이념. LG 화학 장래상. 울산공장 운영방침. 최고의 고객만족을 실현하는 초우량공장. 첨단 기술 과 새로운 솔루션 으로

E N D
공 장 소 개 1 1-1 공장 개요 (주)LG화학/울산공장 회 사 명 생 산 액 6,247억원(`00년) 소 재 지 울산광역시 울주군 온양읍 망양리388 생산품목 자동차부품·원단, 바닥장식재, 시트류, 특수가소제 사 원 수 1,265명 분임조수 108개조 1-2 우리의 비전 경영 이념 LG화학 장래상 울산공장 운영방침 최고의 고객만족을 실현하는 초우량공장 첨단기술과 새로운 솔루션으로 고객의기대를앞서가고 경영에서신뢰받는 세계적 기업 고객을 위한 가치 창조 인간존중의 경영 최고의 제품경쟁력 확보 프로 인재 육성 신바람 문화 구현 1-3 QM 추진연혁 1-4 지원 제도 년, 월 주 요 내 용 구 분 내 용 분임조 회합 ·회합비 ₩800/인,회, 회합시간O/T `76. 6 .12 `80.11 `86.11 `89. 9 `91.11 `92.11 `93. 1 `94. 7 `95. 8 `96. 2 .10 `00.11 • QC 운동 도입 (QC분임조 편성) • 제1회 전사 QCC경진대회 개최 • 제안제도 도입 • 품질관리 대상 수상 • 우수분임조원 해외연수 파견 • 제1호 품질명장 탄생[현 6명] • 전국QCC경진대회 3년연속 금상 수상 • [ 현 금 7, 은 2, 동 4 ] • TPM활동 도입 • ISO9002 인증 획득 • 환경친화기업 지정 • 분임조후원자 발대식 • ISO14001 인증 획득 • KOSHA2000 안전보건시스템 획득 활동 테마비 ·완료테마 등급 평가후 지급 (A,B급) 우리실 자랑대회 ·월 1회 TOP의 현장진단 혁신활동 우수실 ·분기 최우수50만, 년 최우수 100만 제 안 ·실시후제안제도 (S급100만 ~ 참가) 분임조 대회 사업장 ·년2회 공장대회 (금상 100만) 사 외 ·금상(1호봉승급,100만,사외연수)
한마음 분임조 로고 한 마 음 회사의 경영과 분임조 목표를 한 마음으로 달성한다는 뜻 실 적 목 표 4건 4건 14건/인 32건/인 4회/월 4회/월 4회/월 4회/월 15회 15회 8회 분임조 소개 2 2-1 분임조 구성 분임조명 한 마 음 분 임 훈 ○ 미래의 비젼 달성을 위해 끊임없이 자기 계발을 하고 ○신바람 나고 가족적인 분위기로 분임조 목표를 달성하자! 소 속 사출)생산1팀 사출2실 구성년도 ’92년 4월 22일 구 성 민흥식 외 15명 평균근속 13.7 년 분임 구호 등 록 KSA.12-0014-0072 □ 생각한 것을 개선하고 실천하는 분임조! 생 산 품 자동차 내외장재, 고강도 엔진카바류, 프라스틱부품 2-2 교육이수 현황 2-3 활동 목표 및 실적 2-4 2001년 활동실적 구분 과 정 명 인 원 주관처 2001년 년도 수 상 실 적 구 분 사내 QC 산업기사 3명 KSA 테 마 `01.2 사출공장분임조경진대회“금상” TPM 핵심과정 제 안 4명 KSA 우리실 자랑대회 “최우수” `01.3 `01.4 6σGB 입문 2명 연수원 분 임 회 합 정기 사업장 분임조 대회 팀웍상 임시 보전기능사 `01.6 울산광역시 분임조대회 최우수 2명 KSA 사외 본테마 관 련 정기 2명 KSA QC 리더과정 `01.9 전국 분임조 대회 “은상” 임시 2명 KSA 일본 TPS연수 `01.11 사출공장 혁신자랑대회 최우수 활동 결과 • 2001년 제안 참여율 • 200% 달성 2명 KSA 신QC 7가지도구 `01.12 사업장 TPM부문 “최우수” 2-5 성 장 과 정 제2의 탄생 (`92~`94) 뛰면서 (`95~`97) 부딪히며 (`98~ `00) 약 진 (`01~현재) 구 분 목 표 • 신분임조 편성등록 • 분임원 팀웍 조성 • 분임원간 유대강화 • 라인 조기안정화 • 분임원 의식개혁 • 가족적인 분위기 • 1인2자격 획득 • 제안참여율 200% 추 진 내 용 . 분임조 편성 ·활동 . QC 기초수법 교육 . 전원참여 개선활동 . 교육기회 적극참여 . 자주적 개선활동 . 분임인격존중 . 분임조 목표 활동 . 매월 단합대회 . 전문기술력 함양 . 경진대회 적극참여 반 성 .공장 이전후 관심도 결여 .고정관념 탈피 부족 .자기계발/정보교류 부족 활 동 중
3 일체감 조성 • 분임원 생일 축하 • 정기 체육대회 • 일인 화분가꾸기 • 불우이웃돕기 현장 명소활동 공장 견학 코스 자주보전 활동 생활화 원료입고 건 조 원료공급 사출 성형 외관 검사 입 고 LG ABS NUT 및 CORE 입자 삽입 성 형 완 료 가 공 CORE입자분해 후냉각 지그안착 평면도 확인 ※ CHC: CILINDER HEAD COVER 2-6 팀·분임조 목표 CASH창출 분임조 목표 팀장 목표 • 생산성 향상 • - 사이클타임 이론적 한계돌파 • - 원가절감 활동 전개 • 안전사고/고객불만 “0”화 • 인재육성 - QC산업기사/6σ전문가 육성 - 설비 보전기능사 육성 • 사이클타임 단축 • - 78.1 초/개 → 70.3 초/개 • 공정불량률 - 1,390 ppm → 1,100 ppm • 현장 MGB 육성 • 설비 보전기능사 자격 취득 • 전국품질분임조대회 “금상” 수익성 확보 상호신뢰 분임조 활성화 행사 CHC 공정소개 사출 성형기 제조공정 분임조 활동공정 사출성형 작업순서
주 제 11 ~15명 주 제 선 정 4 6 ~ 10명 1 ~ 5명 범 례 ◎ 5점 ○ 3점 △ 1점 품 질 생 산 성 원 가 팀 측 면 분임조 측면 효 과 시 급 성 해 결 성 참 여 성 평 점 판 정 제 안 자 가 중 치 4 3 3 3 3 2 1 예 비 주 제 안 건 ○ ○ ○ ◎ 73 잠정차기 주제 안배환 ◎ ○ ◎ HP A/Scoop(2.9) 설비 개선으로 Sink 불량감소 ◎ ◎ ○ ◎ 85 주제선정 구자동 ◎ ○ ◎ 실린더 헤드카바 작업공정 개선으로 불량감소 ○ ○ △ ○ 61 불책택 조영석 ◎ ○ ○ HP DR 샷시 원재료 개선으로 기포 불량감소 실린더 헤드카바 작업공정 개선으로 불량감소 4-1 주제선정 절차 4-2 IDEA BANK 등록현황 NO. 제안 주제 등록 등록일 IDEA BANK • 작업중 문제점 M-100 Plenum 금형개선으로 미성형 불량감소 1 2001.6.8 HP A/Scoop(2.9)설비개선으로 Sink 불량감소 2 2001.6.12 후보 주제 선정 • 자체평가후 후보 • 예비 주제 선정 실린더 헤드카바 공정개선으로 불량감소 3 2001.6.25 2001.6.25 HP DR 샷시 원재료 개선으로 기포 불량감소 4 최종 주제 선정 • 적합성 검토후 • 활동 주제 선정 5 A/BAG 카바 냉각수라인 개선으로 성능 가동율 향상 2001.6.30 4-3 문제점 도출및 예비주제 선정 NO 제출 제안 주제 제 안 개 요 제안자 비고 M-100 Plenum 금형개선으로 미성형 불량감소 1 Gate 구조 불합리및 RIB부 깨스 빠짐 불량으로 미성형 불량 증가 전병오 - 2 HP A/Scoop(2.9)설비개선으로 Sink 불량감소 슬라이드 코아부 두께 단차 발생으로 표면 SINK 불량 발생 안배환 예비주제 3 실린더 헤드카바 공정개선으로 불량감소 성형조건및 금형온도 이상으로 웰드라인 불량이 발생하고 후변형으로 인한 고객 불만 증가 구자동 예비주제 4 HP DR 샷시 원재료 개선으로 기포 불량감소 Gate부 기포 발생으로 표면층 분리 불량발생 조영석 예비주제 최광진 - 5 A/Bag 카바 냉각수라인 개선으로 성능 가동율 향상 A/Bag 카바류 금형 냉각 효과 미흡으로 생산성 저하 4-4 주제 선정 적합성 검토
주 제 11 ~15명 주 제 선 정 4 6 ~ 10명 1 ~ 5명 범 례 ◎ 5점 ○ 3점 △ 1점 품 질 생 산 성 원 가 팀 측 면 분임조 측면 효 과 시 급 성 해 결 성 참 여 성 평 점 판 정 제 안 자 가 중 치 4 3 3 3 3 2 1 예 비 주 제 안 건 ○ ○ ○ ◎ 73 잠정차기 주제 안배환 ◎ ○ ◎ HP A/Scoop(2.9) 설비 개선으로 Sink 불량감소 ◎ ◎ ○ ◎ 85 주제선정 구자동 ◎ ○ ◎ 실린더 헤드카바 작업공정 개선으로 불량감소 ○ ○ △ ○ 61 불책택 조영석 ◎ ○ ○ HP DR 샷시 원재료 개선으로 기포 불량감소 실린더 헤드카바 작업공정 개선으로 불량감소 4-1 주제선정 절차 • 작업중 문제점 • 자체평가후 후보 • 예비 주제 선정 • 적합성 검토후 • 활동 주제 선정 4-4 주제 선정 적합성 검토
활 동 계 획 4 조 사 자 : 이 성 보 기 간: `01.5.1~5.30 근 거 : T P I S 조 사 자 : 이 성 보 기 간: `01.5.1~5.30 근 거 : T P I S 2,130 65 980 674 520 20 10 5 실린더헤드 카바류 FND류 F/C류 PLR류 FND류 F/C류 PLR류 6,320 4-5 주제선정 동기 생산 제품 현황 제품별 평균불량 현황 단위: % 단위: PPM (PPM) (%) 2500 100 점 유 율 뷸 량 율 2000 80 60 1500 1000 40 500 20 0 0 실린더헤드 카바류 제품류 제품류 • 사출 2실 작업 제품중 실린더 헤드 카바가 65%로 가장 비중 높음. • 제품류별 평균불량율이 실린더 헤드카바 2130PPM으로 타제품 보다 높게 나타남. 실린더 헤드카바 차종별 불량현황 단위: PPM (PPM) 용어소개 8000 조 사 자 : 이 성 보 기 간: `01.5.1~5.30 근 거 : T P I S • LC-R/C • LC-CHC 뷸 량 율 6000 4000 • XD-CHC • MX-A/B 2000 1,240 1,100 1,040 0 950 제품명 XD-CHC MX-A/B RS-CHC LC-R/C LC-CHC • RS-CHC • LC-CHC 불량율이 가장 높음. 계획:`01.7.11.~10.20 실시:`01.7.12.~10.31 추 진 단 계 일 정 담당자 적용기법 추진내용 `01. 7월 `01. 8월 `01. 9월 `01.10월 현상파악 P 이성보·구자동 파레토도 P 관리도 불량율 조사 원인분석 전분임원 연관도·계통도 주요요인 분석 목표설정 전분임원 막대그래프 원인분석을 통한 목표 설정 D 대책수립 전분임원 계통도 목적과 수단 대책실시 안배환외 실험계획볍 PDCA 싸이클 C 결과분석 이성보·이종태 파레토도·P관리도 히스토그램 개선전·후 비교 A 표준화 사후관리 전병오·최광진 꺽은선그래프 계속적 유지방안 반성·계획 전분임원 레이더차트 보안책 강구
현 상 파 악 6 구분 6/1 6/2 6/3 6/4 6/26 6/27 6/28 6/29 6/30 계 불량율(PPM) 불 량 항 목 평면도 2 2 1 1 2 2 1 1 1 43 1,666 나사산 0 1 0 1 1 0 1 2 0 18 697 웰드라인 3 1 3 4 4 2 4 4 3 84 3,255 얼 룩 1 0 0 1 0 1 0 0 1 10 387 미성형 0 1 0 0 1 0 0 1 0 6 232 기타 0 0 0 0 0 0 0 0 0 2 78 계 6 5 4 7 8 5 6 8 5 163 6,315 생산량 (개) 1,027 854 946 901 1,079 1,095 1,080 1,029 1,054 25,808 - 7,414 4,651 5,555 7,775 4,744 6,315 - 5,842 5,854 4,228 7,769 불량율 (PPM) 6-6 평면도 공정능력 조사 P C h a r t f o r 불 량 율 CHC 평면도 공정능력 분석 0 . 0 3 0 . 0 2 n o i t r o 0.01382 p U C L = o ~0.02890 r P 0 . 0 1 CL 0.006432 = 무시 0 . 0 0 L C L = 0 1 0 2 0 3 0 S a m p l e N u m b e r • 공정능력(Cpk=0.08)로 매우부족하게나타남 • 작 성 일: `01. 7.15 • 조 사 자 : 민흥식·이성보 • 자료출처: TPIS • 자료기간: ’01.6.1~6.30 6-1 LC CHC일일 불량발생 현황 6-3 불량현황 및 용어설명 6-4 항목별 불량 파레토도 • 웰드라인 • 용융 수지가 Cavity내에 • 충진시 완전히 융합하지 • 않고 실모양의 가는선으로 • 표면이 갈라지는 현상. (PPM) 불 량 율 : 6,316 (PPM) 기 간: `01.6.1~6.30 작 성 일: `01. 7. 15 작 성 자: 민흥식 ● ● 100% 6,000 ● 89.0 % ● 4,500 ● ● • 평면도 • 제품을 정반에 올려 놓은 • 상태에서 면과 재품과의 • 최대 Gap 발생 초과현상. 3,000 50% 평면도 1,500 • 나사산 마모 불량 • 주유캡을 조립하기 위한 • 나사산이 마모와 찍힘 • 발생 현상. 기 타 웰드 라인 평면도 얼 룩 계 구 분 나사산 미성형 나사코아 불량율 (PPM) 3,255 1,691 387 232 77 6,315 674 6-5 불량 P 관리도
원 인 분 석 7 실린더 온도가 낮다 사출속도가 빠르다 경험에 의한 작업 • 작 성 일: `01. 7.24 • 조 사 자 : 민흥식외 15명 7-1 실린더 헤드카바 불량발생 연관도 게이트가 적다 금형에온수만공급 스푸런너 구조가 불합리 금형온도확인 안된다 금형온도편차 발생 제품표면 온도차발생 상온에서 자연냉각 제품지지핀 위치 불합리 금영에 충진 압력이높다 웰드라인 불량 실린더 헤드카바 불량 발생 2차 후변형 발생 플레이트 구조 불합리 경험에 의한 작업을한다 성형조건 미준수 평면도 불량 나사산마모 불량 제품안착 위치가 다르다 조건 신뢰성이 떨어진다 사출1구간 길다 부위별 압착 힘이 다르다 코아 제품위에 떨어진다 압착 실린더 수 부족 코아마모 손상 사출속도가 빠르다 압착 실린더 위치가 다르다 코아분리 방법불합리 반복사용 으로 노후 재질이 약하다 모터 회전 불합리 7-2 요인정리 계통도 문제점 항 목 1차 요인 2차 요인 3차 요인 금형 온도 편차발생 금형에 온수만 공급 금형온도 미확인 실 린 더 헤 드 카 바 불 량 과 다 발 생 웰드라인 불량 스푸런너 구조 불합리 게이트 협소 금형 충진압력 과다 최적 작업조건의 신뢰성이 떨어진다 성형조건 미준수 2차 후변형 발생 제품 표면온도차 발생 상온에서 자연 냉각 평면도 불량 부위별 압착력 상이 압착위치 부적합 압착 실린더 수 부족 제품안착 위치 불균일 플레이트 구조 불합리 제품지지핀 위치 불합리 코아 분리방법 불합리 모터회전 방향 불합리 코아가 분리후 다시 제품 위에 떨어진다 나사산 마모 불량 반복 사용으로 노후 재질이 취약 코아 마모/손상
11 ~16명 대 책 수 립 목 표 설 정 8 9 6 ~ 10명 1 ~ 5명 76.3% 감소 범 례 ◎ 5점 ○ 3점 △ 1점 평가항목 10점이상시 채택 • 작 성 일 : `01.8.5 • 작 성 자 : 이 종 태 • 자료근거: TPIS • 자료기간: `01.6.1~6.30 8-1 불량 감소 목표 (PPM) 항 목 현상 목표 감소 개 선 내 용 목 표 개 선 방 향 6,000 3,255 600 • Gate 개선 1,455 웰드라인 • 금형온도 개선 800 4,000 400 • 성형조건 개선 2,655 - 2,000 평면도 1,691 200 1,491 • 냉각지그 개선 나사산 674 0 674 • 코아분해 개선 활동전 목 표 구 분 불량율 (PPM) 6,316 1,500 총 계 5,620 1,496 4,820 - 8-2 목표 설정 근거 나 사 산 불 량 웰 드 라 인 불 량 평 면 도 불 량 (PPM) (PPM) (PPM) (PPM) 81.6% 감소 3,000 3,000 3,000 88.2% 감소 2,000 2,000 2,000 100% 감소 1,000 1,000 1,000 활동전 목 표 활동전 목 표 구 분 구 분 구 분 활동전 목 표 불량율 (PPM) 674 0 불량율 (PPM) 3,255 600 불량율 (PPM) 1,691 200 • 작성일 : `01.8.9 • 작성자 : 이 종 태 9-1 대책수립 계통도 시급 해결 효과 점수 판정 제안자 개선 순위 목적 항 목 수단 1 수단 2 수단 3 ◎ ◎ ○ 13 채택 안배환 2 금형온도 확인 금형온도제어방법개선 금형 온도센서 설치 실 린 더 헤 드 카 바 불 량 감 소 웰드 라인 불량 Gate 추가 설치 ◎ ◎ ◎ 15 채택 최광진 1 Gate 구조 변경 Gate 개선 성형조건 문제해소 성형조건 최적화 ◎ ◎ ○ 13 채택 구자동 3 ○ ◎ ○ 11 채택 최예규 4 상온에서 자연냉각 AIR로 강제냉각 냉각지그 AIR샤워설치 평면도 불량 ○ ◎ △ 9 보류 성준후 - 압착힘 전달 미흡 압착 실린더개선 실린더용량 갯수증대 plate에제품고정안됨 플레이트 개선 제품 지지핀 설치 ○ △ ○ 7 보류 임근섭 - 모터회전방향개선 코아분리 방향개선 모터회전방향 불합리 ○ ○ ◎ 11 채택 전병오 5 나사산 불량 ○ ○ △ 7 보류 이병개 - 코아재질 개선 열처리 방법 개선 코아재질이 약하다
대 책 실 시 10 개선후 개선전 2.6mm 2.6mm 9.6mm 9.6mm 불량율 웰드라인 불량 현황 (PPM) 3,000 30.8% 감소 2,000 1,000 구 분 불량율 (PPM) 활동전 목표 활동후 3,255 1,800 2,252 10-1 웰드라인 불량 대책 1-1 Gate 추가 설치로 구조 변경 실린더에서 용융 수지가 금형내 사출되면서 압력에 의해 표면 웰드라인 발생 문제점 <세부 불량 감소 목표> • 언 제 : `01.8.5~01.8.14 • 누 가 : 최광진 • 어디서 : 금형 보수실 • 무엇을 : Gate • 어떻게 : 1개에서 2개로 • 왜 : 웰드라인 불량감소 개선전→3,255 PPM 목 표→1,800 PPM 수지 in 수지 in 웰드 라인 Gate 랜드 구조 Gate 랜드 구조 ▷ 한 개의 Gate로 사출성형 작업 ▷ 두 개의 Gate로 사출압력 균형을 맞추어 줌 웰드라인 불량발생 전체 불량율 감소 현황 자료출처: TPIS (PPM) 조사자:이종태 기 간 :8.5~8.14 활동전: 6,315 PPM 구 분 생산량 (개) 불량수 (개) 불량율 (PPM) 6,000 8/8 742 1 1,348 8/9 986 2 2,028 4,000 8/10 1013 3 2,962 8/11 542 1 1,845 2,000 8/12 496 1 2,016 전체 불량감소 목표: 1,500 PPM 8/13 973 2 2,055 8/14 1020 3 2,941 구 분 1차 - - - - - - 계 5772 13 2,252 활동후 5,313 - - - - - - 문제점 : 상단부 웰드라인 불량은 해결되었으나 Gate부 웰드라인 계속 발생 결 과 1,003 - - - - - - • Gate부 웰드라인 불량 감소를 위한 2차 대책 강구키로 함.
개선전 개선후 계 평균 111.6 111.6 불량율 웰드라인 불량 현황 (PPM) 구 분 생산량 (개) 불량수 (개) 불량율 (PPM) 3,000 20.2% 감소 1,031 2 1,940 8/16 2,000 8/17 993 1 1,007 8/18 1,017 2 1,967 1,000 854 1 1,171 8/19 8/20 631 2 3,170 구 분 활동전 목표 활동후 8/21 593 1 1,686 8/22 1,004 2 1,992 불량율 (PPM) 2,252 1,800 1,797 계 6,123 11 1,797 대책1-2 콜드 스러그웰(Cold slug well) 설치 노즐 선단부의 식은 수지가 성형중에 유입되어 웰드라인 불량이 발생 문제점 <세부 불량 감소 목표> • 언 제 : `01.8.11~01.8.20 • 누 가 : 최광진 • 어디서 : 금형 보수실 • 무엇을 : 스프런너 • 어떻게 : 콜드 스러그웰 설치 • 왜 : 웰드라인 불량감소 개선전→3,255 PPM 목 표→1,800 PPM 콜드스러그웰 설치로 노즐 끝단 식은 수지를 차단 노즐 끝단 식은 수지가 유입되어 웰드라인 형성 ▷ 1회 식은 수지량 조사 ▷ 콜드 스러그 웰 = 1회 식은 수지량-스프런너 중량 = 111.6 – 68.0 = 43.6 회수 1 2 3 4 5 6 7 8 9 10 중량 108 112 114 109 111 108 113 116 112 113 웰드라인 불량발생 전체 불량율 감소 현황 자료출처: TPIS (PPM) 조사자:이종태 기 간 :8.16~22 활동전: 6,315 PPM 6,000 4,000 2,000 전체 불량감소 목표: 1,500 PPM 구 분 1차 2차 - - - - - 활동후 5,313 4,858 - - - - - 결 과 1,003 455 - - - - - 표준번호 LSU-JW-ZO010-1 ◇ Gate 구조 변경 개선 내용 표준화 표준명칭 Gate ·콜드 스러그 웰 개 정 일 `01. 8. 24
개선전 개선후 ② ⑧ ⑨ ③ ⑧ 온수 탱크 PUMP ⑨ 온수 ⑤ ④ PUMP ⑩ 구 분 생산량 (개) 불량수 (개) 불량율 (PPM) 49.0% 감소 8/30 967 1 1,034 8/31 894 0 0 9/1 1,011 2 1,978 9/2 986 1 1,014 9/3 754 0 0 구 분 활동전 목표 활동후 963 2 2,077 9/4 9/5 977 0 0 불량율 (PPM) 1,797 1,000 916 6,552 6 916 계 대책 2 금형 온도 센서 설치 문제점 설비 부동으로 인한 금형온도 하강으로 금형온도 상승시 까지 웰드라인 불량 발생 <세부 불량 감소 목표> • 언 제 : `01.8. 27~01.9.5 • 누 가 : 안배환 • 어디서 : 금형 보수실 • 무엇을 : 금형 • 어떻게 : 금형온도센서 설치 • 왜 : 웰드라인 불량감소 개선전→1,800 PPM 목 표→1,000 PPM 금형물온도센서 ② ⑦ ⑥ ⑧ ① ⑨ ③ ⑧ 온수 탱크 PUMP ⑨ 온수 ⑤ ④ 냉동 PUMP ⑩ 냉동기 온수 Δ3℃ Δ6℃ 냉수 온수 설정치 설정치 금형표면 온도 금형표면 온도 사출 사출 냉각 냉각 → 냉각 → 냉각 → 사출 사출 1cycle 1cycle 1cycle 1cycle ▷ 냉온수 자동 선택 금형온도를 항상 일정 유지 ▷ 일정 온도의 온수만 순환 불량율 웰드라인 불량발생 웰드라인 불량 현황 전체 불량율 감소 현황 (PPM) 자료출처: TPIS (PPM) 조사자:이종태 기 간 :8.30~9.5 활동전: 6,315 PPM 3,000 6,000 조사자:이종태 기 간 :8.21~30 2,000 4,000 1,000 2,000 전체 불량감소 목표: 1,500 PPM 구 분 1차 2차 3차 - - - - 활동후 5,313 4,858 3,977 - - - - 결 과 1,003 455 881 - - - - 표준번호 LSU-JW-ZO010-2 ◇ 온조기 개선후 효과가 우수하여 타설비 확대 적용하고 개선 내용 표준화 표준명칭 금형 온도 자동 시스템 개 정 일 `01. 9. 6
수준 1 2 인자 실린더온도( ℃) 310 320 사 출 속 도( % ) 8 10 사 출 구 간(mm) 146 148 146 8 10 148 0 . 0 7 온 도 320 0 . 0 5 310 0 . 0 3 0 . 0 7 속 도 0 . 0 5 10 8 0 . 0 3 구 간 49.0% 감소 구 분 활동전 목표 활동후 불량율 (PPM) 916 600 467 대책 3 성형 조건 최적화 문제점 설비 개선에 따라 성형조건 변화에 따른 최적 조건 미설정. • 언제 : `01.8. 27~01.9.5 • 누가 : 구 자 동 • 어디서 : 650-1호기 • 무엇을 : 성형조건 • 어떻게 : 실험계획법 사용 • 왜 : 웰드라인 불량감소 • 사출 성형시 웰드라인에 유의한 영향을 주는 인자확인및 최적 조건 결정을 위해 실험을 실시함. ※ 실린더온도·사출속도·사출구간은 기계 특성상 이진 (Binary)의 조건만 허용 • 인자 수준 결정 • 인자의 선택 인자 A : 실린더온도(℃) 인자 B : 사출 속도(%) 인자 C : 사출 구간(mm) <세부 불량 감소 목표> • 실험 회수 결정 3인자 2수준 2회 반복 실험 개선전→1,000 PPM 목 표→ 600 PPM 1. 주효과 분석 2. 교호 작용 효과분석 M a i n E f f e c t s P l o t ( d a t a m e a n s ) f o r 불량율 I n t e r a c t i o n P l o t ( d a t a m e a n s ) f o r 불량율 3. 분산 분석 4. 최적조건분석 Estimated Effects and Coefficients for 불량율 (coded units) Term Effect Coef SE Coef T P Constant 0.04925 0.000385 127.83 0.000 온도 -0.02850 -0.01425 0.000385 -36.99 0.000 속도 0.00725 0.00363 0.000385 9.41 0.000 구간 -0.00725 -0.00362 0.000385 -9.41 0.000 온도*속도 0.00875 0.00437 0.000385 11.36 0.000 • 속도 : 8% • 온도 : 320℃ • 구간 : 148mm 에 대한 최적 조건을 찾음 • 실린더온도 사출속도 구간은 웰드라인 불량에 영향을 미치는 • 매우 유의한 인자임을 확인함. 불량율 웰드라인 불량 현황 전체 불량율 감소 현황 웰드라인 불량발생 (PPM) 자료출처: TPIS (PPM) 조사자:이종태 기 간 :9.2~9.15 활동전: 6,315 PPM 3,000 6,000 구 분 생산량 (개) 불량수 (개) 불량율 (PPM) 조사자:이종태 기 간 :8.21~30 9/9 943 1 1,060 2,000 4,000 9/10 981 0 0 9/11 1,013 1 987 1,000 2,000 9/12 992 0 0 전체 불량감소 목표: 1,500 PPM 9/13 786 0 0 구 분 1차 2차 3차 4차 - - - 9/14 854 1 1,171 활동후 5,313 4,858 3,977 3,528 - - - 9/15 853 0 0 결 과 1,003 455 881 449 - - - 계 6,422 3 467 표준번호 LSU-JW-ZO010-3 최적조건 설정후 웰드라인 불량이 감소되어 개선 내용 표준화 표준명칭 성형 최적 조건 개 정 일 `01. 9. 16
개선전 개선후 (앞.뒤) 1 1 재 료 재 료 재 료 동 파이프(φ7) 사각철 분배판 철 파이프(φ12) 규 격 규 격 규 격 60×35×15 470mm 820mm (좌.우) 2 2 2 Air샤워 Air샤워 Air샤워 Φ2동파이프 8개소 Φ2동파이프 3개소 Φ2동파이프15개소 3 (내부) 3 앞.뒤.좌.우 내외부 Air 앞 . 뒤 구 분 생산량 (개) 불량수 (개) 불량율 (PPM) 9/9 942 0 0 9/10 1,011 1 989 9/11 765 1 1,307 9/12 893 0 0 9/13 1,021 2 1,959 9/14 974 1 1,023 9/15 943 1 1,060 계 6,549 6 916 10-2 평면도 불량 대책 4 냉각지그에 AIR 샤워 설치 문제점 제품을 냉각 지그에서 냉각시 완전 냉각되지 않아 지그에서 취출후 상온까지의 냉각 과정에서 2차 후변형 발생 <세부 불량 감소 목표> • 언 제 : `01.9.7~01.9.15 • 누 가 : 최 예 규 • 어디서 : 영진 기계 • 무엇을 : 냉각지그 좌·우/내부 • 어떻게 : Air샤워 설치 • 왜 : 평면도 불량감소 개선전→1,666 PPM 목 표→ 200 PPM ▷ 지그 좌·우및 내부 AIR로 강제냉각 ▷ POST AIR 실린더 타이머에 의해 자동동작 (압착시간 일정) ▷ 지그 앞·뒤 AIR로 강제냉각 ▷ POST AIR 실린더 수동 동작 (압착시간 일정하지 않다) 전체 불량율 감소 현황 평면도 불량 현황 불량율 평면도 불량발생 (PPM) 자료출처: TPIS 조사자:이종태 기 간 :9.9~9.15 (PPM) 1,500 활동전: 6,315 PPM 45.8% 감소 6,000 조사자:이종태 기 간 :8.21~30 1,000 4,000 500 2,000 전체 불량감소 목표: 1,500 PPM 구 분 활동전 목표 활동후 불량율 (PPM) 1,691 200 916 구 분 1차 2차 3차 4차 5차 - - 활동후 5,313 4,858 3,977 3,528 2,753 - - 문제점 : 타이머에 의한 POST AIR 실린더가 동작하므로 제품간 온도 편차에 의해 평면도가 벗어남(32±3℃) 결 과 1,003 455 881 449 775 - - • 제품 표면 온도 편차 발생을 줄이기 위한 2차 대책실시
개선전 개선후 구 분 생산량 (개) 불량수 (개) 불량율 (PPM) 49.0% 감소 9/16 541 0 0 9/17 984 0 0 9/18 892 0 0 9/19 1,021 0 0 9/20 1,010 1 990 구 분 활동전 목표 활동후 9/21 764 0 0 9/22 654 0 0 불량율 (PPM) 916 200 147 5,866 1 170 계 2차 대책 제품 표면 온도 편차 개선 문제점 지그에서 냉각 완료된 제품 표면 온도가 일정하지 않아 적정온도(50±3℃) 보다 높은 제품은 2차 후변형 발생 <계절별 온도차 발생 심함> • 언 제 : `01.9.12~01.9.22 • 누 가 : 최 예 규 • 어디서 : 영진 기계 • 무엇을 : 온도센서 설치 • 어떻게 : Air샤워 설치 • 왜 : 평면도 불량감소 - 타이머 - - 열온도 감지센서 - ▷타이머에 의해 POST AIR실린더 동작 설정된 시간 지나면 지그에서 제품취출 [제품간 온도 편차 발생] ▷셋팅 온도에서 POST AIR실린더 동작 제품 표면 온도가 설정온도치가 되면 지그에서 취출[제품간 온도차 해소] 불량율 평면도 불량발생 평면도 불량 현황 전체 불량율 감소 현황 (PPM) 자료출처: TPIS (PPM) 조사자:이종태 기 간 :9.16~9.22 활동전: 6,315 PPM 1,500 6,000 조사자:이종태 기 간 :8.21~30 1,000 4,000 2,000 500 전체 불량감소 목표: 1,500 PPM 구 분 1차 2차 3차 4차 5차 6차 - 활동후 5,313 4,858 3,977 3,528 2,753 1,967 - 결 과 1,003 455 881 449 775 746 - 표준번호 LSU-JW-ZO010-4 온도센서 설치후 냉각지그 문제점 완전 해결되어 개선 내용 표준화 표준명칭 냉각지그 Air샤워·온도감지 센서 개 정 일 `01. 9. 26
개선전 개선후 힘 취 의 출 방 방 향 향 제 품 구 분 생산량 (개) 불량수 (개) 불량율 (PPM) 9/23 1,031 0 0 9/24 993 0 0 9/25 927 0 0 9/26 854 0 0 9/27 1,020 0 0 구 분 활동전 목표 활동후 576 0 0 9/28 9/29 844 0 0 불량율 (PPM) 697 0 0 6,287 0 0 계 LSU-JW-ZO010-4 나사 코아 분해 방법 `01. 9. 26 10-3 나사산 마모 불량 대책 5 코아 분리 방향 개선 문제점 주유캡 나사 코아가 제품에서 분리시 회전속도가 빨라 나사산이 찌끄러지며 분리후 다시 제품쪽에 떨어져 나사산 마모 불량 발생 <세부 불량 감소 목표> • 언 제 : `01.9.20~01.9.29 • 누 가 : 전 병 오 • 어디서 : 변전실 • 무엇을 : 코아 분리모터 • 어떻게 : 회전방향을 아래로 • 왜 : 나사산 불량감소 개선전→ 697 PPM 목 표→ 0 PPM 조립 불량 박멸 CAP 조립부 나사산 손상 힘 취 의 출 방 방 향 향 • 하중의방향과 나사 코아 • 취출 방향을 일치하게 함 • 으로 나사산마모 완전 • “0”화 • 분리된 코아가 • 낙하되면서 • 산마모 • 모터 RPM : 1700 • 감속비 : 1:30 • 코아회전방향 : 하방향 • 모터 RPM : 1700 • 감속비 : 1:20 • 코아회전방향 : 상방향 불량율 나사산 불량발생 나사산 불량 현황 전체 불량율 감소 현황 (PPM) 자료출처: TPIS (PPM) 조사자:이종태 기 간 :9.12~9.20 활동전: 6,315 PPM 6,000 1,000 조사자:이종태 기 간 :8.21~30 “0”화 4,000 500 2,000 전체 불량감소 목표: 1,500 PPM 구 분 1차 2차 3차 4차 5차 6차 7차 활동후 5,313 4,858 3,977 3,528 2,753 1,967 1,333 결 과 1,003 455 881 449 775 746 697 표준번호 코아분리 방법 개선후 나사산 마모 불량이 “0”화 되어 타지그에 확대적용하고 개선내용 표준화 표준명칭 개 정 일
평면도 0 0 1 1 0 0 0 1 0 0 157 나사산 0 0 0 0 0 0 0 0 0 12 0 (활동전) P C h a r t f o r 불 량 률- P C h a r t f o r 불 량 률 -(활동후) 0 . 0 3 0 . 0 0 6 0 . 0 0 5 U C L = 0 . 0 0 4 4 1 8 n 0 . 0 2 n 0 . 0 0 4 o o i i t t r r o o 0 . 0 0 3 p p U C L = 0 . 0 1 3 8 2 o o r r P P 0 . 0 1 0 . 0 0 2 P = 0 . 0 0 1 1 6 1 P = 0 . 0 0 6 4 3 2 0 . 0 0 1 L C L = 무시 0 . 0 0 0 . 0 0 0 L C L = 무시 0 1 0 2 0 3 0 0 1 0 2 0 3 0 S a m p l e N u m b e r S a m p l e N u m b e r CHC 평면도 공정능력 분석- (활동전) CHC 평면도 공정능력 분석- (활동후) USL U S S L P r o c e s s D a t a Process Data S T ST U S L 0 . 8 0 0 0 0 0 USL 0.800000 L T LT T a r g e t * Target * L S L * LSL * M e a n 0 . 7 5 7 8 1 2 Mean 0.489063 S a m p l e N 3 2 Sample N 32 S t D e v ( S T ) 0 . 1 8 1 0 2 3 StDev (ST) 0.0629147 S t D e v ( L T ) 0 . 1 9 6 9 6 0 StDev (LT) 0.0846676 P o t e n t i a l ( S T ) C a p a b i l i t y Potential (ST) Capability C p * Cp * C P U 0 . 0 8 CPU 1.65 C P L * CPL * C p k 0 . 0 8 Cpk 1.65 C p m * 0 . 0 0 . 2 0 . 4 0 . 6 0 . 8 1 . 0 1 . 2 1 . 4 Cpm * 0.2 0.3 0.4 0.5 0.6 0.7 0.8 O v e r a l l ( L T ) C a p a b i l i t y O b s e r v e d P e r f o r m a n c e E x p e c t e d S T P e r f o r m a n c e E x p e c t e d L T P e r f o r m a n c e Overall (LT) Capability Observed Performance Expected ST Performance Expected LT Performance P p * P P M < L S L * P P M < L S L * P P M < L S L * Pp * PPM < LSL * PPM < LSL * PPM < LSL * P P U 0 . 0 7 P P M > U S L 4 6 8 7 5 0 . 0 0 P P M > U S L 4 0 7 8 6 0 . 9 2 P P M > U S L 4 1 5 1 9 7 . 9 7 PPU 1.22 PPM > USL 0.00 PPM > USL 0.39 PPM > USL 120.12 P P L * P P M T o t a l 4 6 8 7 5 0 . 0 0 P P M T o t a l 4 0 7 8 6 0 . 9 2 P P M T o t a l 4 1 5 1 9 7 . 9 7 PPL * PPM Total 0.00 PPM Total 0.39 PPM Total 120.12 P p k 0 . 0 7 Ppk 1.22 결 과 분 석 11 • 작 성 일 : `01.9.21~10.20 • 작 성 자 : 이 종 태 • 자료출저: TPIS 11-1 활동후 불량 발생현황 구 분 9/21 9/22 9/23 9/24 10/16 10/17 10/18 10/19 10/20 계 불량율(PPM) 불 량 항 목 웰드라인 0 0 0 0 1 0 0 1 0 4 474 얼 룩 0 0 0 0 0 0 1 0 0 6 237 미성형 0 0 0 0 0 1 0 0 1 4 157 기타 1 0 0 0 0 0 0 0 0 3 118 계 1 0 1 1 1 1 1 2 1 29 1,145 생산량 (개) 717 156 948 971 926 927 872 944 984 25,323 - 1,078 1,079 1,147 2,119 1,016 1,145 - 불량율 (PPM) 1,395 0 1,055 1,030 11-2 활동전·후 불량 파레토도 비교 기 간: `01.9.21~10.20 작 성 일: `01. 10.22 작 성 자: 민흥식 기 간: `01.6.1~6.30 작성자:민흥식 작성일:`01. 7.15 활 동 후 활 동 전 (PPM) (PPM) ● ● ● 100% 6,000 6,000 89.0 % 81.9% 감소 ● 4,500 4,500 ● ● 3,000 50% 3,000 ● ● ● 100% 1,500 ● 1,500 ● 기 타 구 분 웰드라인 얼 룩 평면도 미성형 기타 계 웰드라인 평면도 얼 룩 계 구 분 나사산 미성형 불량율 (PPM) 3,255 1,691 387 232 77 6,315 674 118 불량율 (PPM) 474 237 157 157 1,145 11-3 활동전·후 불량 P 관리도 비교 기 간: `01.9.21~10.20 작 성 일: `01. 10.22 작 성 자: 민흥식 기 간: `01.6.1~6.30 작성자:민흥식 작성일:`01. 7.15 활 동 전 활 동 후 11-4 활동전·후 평면도 공정능력 비교 기 간: `01.9.21~10.20 작 성 일: `01. 10.22 작 성 자: 민흥식 기 간: `01.6.1~6.30 작성자:민흥식 작성일:`01. 7.15 활 동 전 활 동 후
평 면 도 3,000 102.9% 달성 2,000 활동후 활동전 목 표 구 분 157 불량율 (PPM) 1,666 200 ₩ 타 라인확산 11-5 목표대비 활동전·후 불량변화 실린더 헤드카바 웰 드 라 인 (PPM) 6,000 (PPM) 107.4% 달성 3,000 104.7% 달성 4,000 2,000 2,000 1,000 활동후 활동전 목 표 구 분 구 분 활동후 활동전 목 표 1,145 불량율 (PPM) 6,315 1,500 474 불량율 (PPM) 3,255 600 나 사 산 (PPM) (PPM) 3,000 2,000 100.0% 달성 1,000 1,000 구 분 활동후 활동전 목 표 0 불량율 (PPM) 697 0 11-6 유 형 효 과 구 분 산 출 근 거 금 액 (원/년) ① 불량감소 금액 □ 생산량×[(개선후 양품율-개선전 양품율)÷100 ×단위당 생산시간×(임율+경비율)×기간(년간) 26,000개/월×12월/년×(99.89-99.34)÷100 × Χ × (Χ × Χ) = 26,593,200원 26,593,200 ② 원재료 절감 효과 □ 스크랩 처리량×(사용 원재료비-폐기시 회수비) ×기간(월)/년 56,784,000 ③ 투 자 비 □ 온조기 개조비 : 2,675,000 □ 지그 제작비 : 6,859,000 9,534,000 ④ 년 순수효과금액 ① + ② - ③ = ④ 73,843,200 원/년 73,843 천원/년×4개 (동일 Item) = 295,372 천원/년 11-7 무 형 효 과 1.우리 공정의 고질적인 불만 해소 2.분임원들의 분임활동 skill 향상 3.개선활동을 통한 제안 활성화 4.우수 혁신실로 선정되어 타공장 벤치마킹 대상 분임원 기술력 향상 Operator 피로도 감소
표 준 화 12 2.6mm 9.6mm ② ⑧ ⑨ 금형물온도 센서 ② ③ ⑧ ⑦ 온수 탱크 PUMP ⑥ ⑨ ⑧ 온수 ⑤ ① ⑨ ④ 힘 의 방 향 PUMP ③ 힘 의 방 향 취 출 방 향 ⑧ 취 출 방 향 ⑩ 온수 탱크 냉동기 PUMP ⑨ 온수 ⑤ ④ 냉동 PUMP ⑩ 제 품 2.6mm 실린더온도 310 ℃ 320 ℃ 사출속도 8 % 12 % 9.6mm 148 mm 사출1구간 144 mm 1 2 2 3 앞.뒤.좌.우 내외부 구분 항 목 활 동 전 활 동 후 비 고 1 Gate 구조개선 작업표준 번호 LSU-JW-ZO010-1 (`01.08.24) 표준명칭: Gate ▷ 한 개의 Gate ▷ 두 개의 Gate 2 스프러 런너 작업표준 번호 LSU-JW-ZO010-1 (`01.08.24) 표준명칭: 콜드스러그웰 “제안A급” ▷ 콜드 슬러그웰 설치 ▷ 콜드 스러그웰 없슴 3 온조기 개선 LSU-JW-ZO010-2 (`01.09.06) 표준명칭: 금형온도 자동시스템 ▷ 온수 사용 금형온도 산포 ▷ 냉·온수 자동사용 금형온도 유지 4 성형 조건 LSU-JW-ZO010-3 (`01.09.16) 표준명칭:성형최적조건 5 냉 각 지 그 Air 샤워 냉각 방법 냉각 방법 LSU-JW-ZO010-4 (`01.09.26) 표준명칭: 냉각지그 Air샤워 Air 앞 . 뒤 LSU-JW-ZO010-4 (`01.09.26) 표준명칭:온도감지센서 “제안A급” 실린더 동작 방법 압착 실린더 개선 압착 실린더 개선 - 타이머 - - 열온도감지센서 - 코아 분해 회전 방향 6 나사 코아 분해 방법 코아 분해 회전 방향 LSU-JW-ZO010-5 (`01.09.28) 표준명칭: 나사 코아 분해 방법
사 후 관 리 13 정상 이상 V X n o i t r o p o r P 설비 명 중점관리 항 목 관 리 방 안 10월 11월 12월 1주 2주 3주 4주 1주 2주 3주 4주 1주 2주 3주 4주 냉 각 지 그 AIR 실린더 작동이 원활하고 누기가 없는가? 센서는 정확하게 확인 되는가? AIR 샤워 라인의 바딩을 없고 AIR 분사로 잘 되는가? 분사위치는 정확한가? HOLE 고정핀은 정확 하게 고정되어 있는가? 지그판 지그판에 이물질은 끼여 있지 않는가? 압착 위치는 정확한가? 압착판 압착 부위로 정확하고 압력을 일정하게 유지되는가? 제품보호 카바는 정위 치에 부착 되어 잇는가? M O T O R 회전 방향을 맞으며 속도는일정한가? 전 동 기 CORE 분해 육각렌치 로 마모 되지 않았는가? CORE 분해 위치는 맞는가? AIR 3점 SET AIR 압력은 적정 압력인가? 유량은 관리 범위내에 있는가? 필터 막힘도 없는가? 점검자 확인 13-1 활동후 일일불량 • 기 간: `01.10.21~11.9 • 담 당 자 : 이 종 태 • 자료출처 : TPIS자료 CHC 불량 P-관리도 (관리용) P C h a r t f o r 불 량 률 0.006 0.005 UCL=0.004802 ~0.005476 0.004 0.003 0.002 P=0.01341 0.001 0.000 LCL=무시 일 자 10/21 10/30 11/9 11/19 13-2 일일 품질 체크 리스트 • 기 간: `01.9.19~9.24 • 담 당 자 : 조 장 평면도 일일 품질 체크시트 냉각지그 점검 체크시트 범 례 일 자 반 별 평면도 (0.8mm이내) 점검자 1회 2회 3회 4회 9 월 19 일 초반 0.3 0.2 0.3 0.3 홍지안 중반 0.2 0.2 0.4 0.1 이병개 말반 0.1 0.1 0.2 0.4 김영규 9 월 20 일 초반 0.1 0.0 0.3 0.3 홍지안 중반 0.2 0.2 0.2 0.3 이병개 말반 0.12 0.13 0.4 0.3 김영규 9 월 21 일 초반 0.3 0.4 0.2 0.2 홍지안 중반 0.2 0.1 0.2 0.2 이병개 말반 0.1 0.2 0.3 0.3 김영규 9 월 22 일 초반 0.2 0.0 0.2 0.2 홍지안 중반 0.0 0.1 0.2 0.2 이병개 말반 0.1 0.2 0.1 0.1 김영규 9 월 23 일 초반 0.1 0.0 0.2 0.2 이병개 중반 0.2 0.1 0.1 0.2 김영규 말반 0.3 0.2 0.2 0.2 홍지안 9 월 24 일 초반 0.4 0.2 0.3 0.2 이병개 중반 0.1 0.1 0.2 0.1 김영규 말반 0.2 0.2 0.2 0.2 홍지안 ※.점검 결과 이상 발생시 비고란에 상세히 기록후 조치한다
반성및 향후계획 14 현상파악 DATA의 층별이 잘됨 교대 근무간 DATA 수립 공유가 안될 때 근무조간 충분한 교류 5 9 원인분석 분석기법 활동 전분임원의 기법 활용도가 낮다 전문 교육 실시 5 9 대책수립 실시 전원 참여의 개선 활동 전문 지식이 부족 부대 설비에 대한 교육 4 9 효과파악 각항목별 상세한 효과파악 세부적인 원가 구성에 대한 지식 부족 담당부서간 교류회 6 9 표준화 사후관리· 설비 관리 쳬계 확립 설비 관리 상태 미흡 설비 점검 주기 담당자 선정 6 10 14-1 활동 단계별 반성 구 분 잘 된 점 부 족 했 던 점 개 선 방 향 평 가 레이다 챠트 평가 활동전 활동후 활동전 현상파악 활동후 10 8 6 표준화 사후관리 원인분석 4 2 효과파악 대책수립 14-2 어려웠던 현실 즐거운 미담 ● 개선 활동을 통한 Operator의 업무 LOAD 가중으로 인해 작업 거부 현상이 발생했을때 ● 본 활동 제품은 기능성 부품으로 작은 오차도 용납이 되지 않으므로 여러 차례 개선 및 반복 시험후에도 작업이 잘 되지 않아 실패를 거듭 했을때 ● 후공정 냉각 지그를 자동 시스템으로 개선하고 지그를 2개로 축소하고 공간확보 및 작업이 쉽고 편하도록 하여 생산성 향상에 Operator 가 크게 만족감을 표현했을 때 ● 고객요구 수량 증가에 따른 결품 예상 품목을 개선활동을 통해 대폭적인 생산성 향상으로 결품이 완전 해소되어 팀장으로부터 고생 했다 라는 격려의 말을 들었을때 14-3 향 후 계 획 구 분 목 표 계 획 분임조 활동 최우수 분임조 • 분임 발표 적극적 참여 (사내 ·사외) 제안 활동 제안의 질적 향상 • 분임원간 문제 해결 SKILL 향상 자기 계발 최고의 인재 • QC 산업기사 자격 취득 • 6시그마 MGB,GB육성,보전기능사 전원 취득 ● 현장 개선 활동의 선봉이 되기위해 6σ 활동과 QUALITY 150활동 등을 통한 새로운 지식 습득으로 자기 개발에 최선을 다하겠으며 이번 분임활동을 통해 얻은 경험을 토대로 현장의 문제점을 스스로 찾아 실패를 되풀이 하지않는 일등 분임조가 되도록 최선을 다하겠습니다. 또한 실린더 헤드카바류 전 제품 후변형 지그 자동화 시스템 으로 확대 적용개선 하였으며 차기 테마는 HP DR SASH 원재료 개선으로 “기포” 불량을 감소하기 위해 열심히 활동하고 있습니다.