Download
1 / 11
160 likes | 393 Views
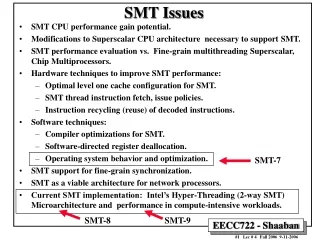
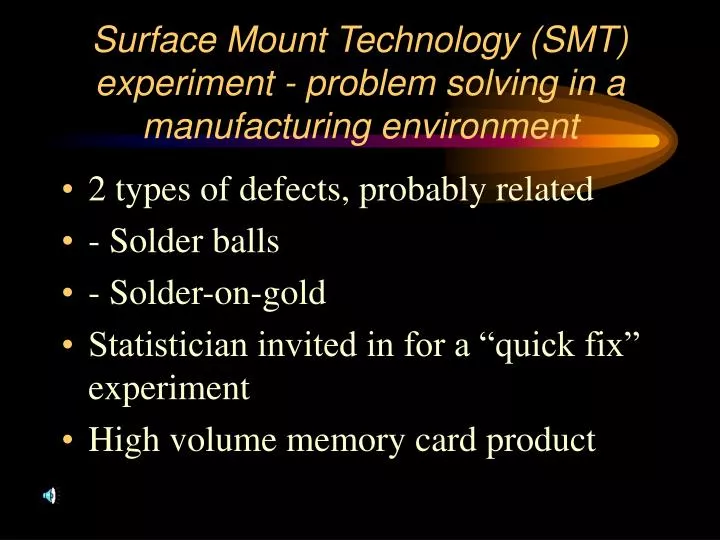
Surface Mount Technology (SMT) experiment - problem solving in a manufacturing environment. 2 types of defects, probably related - Solder balls - Solder-on-gold Statistician invited in for a “quick fix” experiment High volume memory card product. Problem in screening / reflow operations.

E N D
Surface Mount Technology (SMT) experiment - problem solving in a manufacturing environment • 2 types of defects, probably related • - Solder balls • - Solder-on-gold • Statistician invited in for a “quick fix” experiment • High volume memory card product
Problem in screening / reflow operations Solder paste screening Component placement Prep card Solder paste reflow Clean card Inspect (T2) insert Inspect (T1)
8 potential process factors • Clean stencil frequency: 1/1, 1/10 • Panel washed: no, yes • Misregistration: 0, 10 ml • Paste height: 9ml, 12 ml • Time between screen/ reflow: .5, 4 hr • Reflow card spacing: 18 in, 36 in • Reflow pre-heat: cold, hot • Oven: A, B
Experiment design conditions • Resources only permit 16 trials • Get efficiency from 2-level factors • Measure both types of defects • Introduce T1 inspection station for counting defects • Same inspectors • Same quantity of cards per trial
7 more columns contain all interactions • Each column contains confounded interactions
Normal plot for factor effects on solder ball defects C D CD
Which confounded interaction is significant? • AF, BE, CD, or GH ? • The main effects C and D are significant, so engineering judgement tells us CD is the true significant interaction. • C is misregistration • D is paste height
Conclusions from experiment • Increased paste height (D+) acts together with misregistration to increase the area of paste outside of the pad, leading to solder balls of dislodged extra paste. • Solder ball occurrence can be reduced by minimizing the surface area and mass of paste outside the pad.
Implemented solutions • Reduce variability and increase accuracy in registration. • Lowered solder ball rate by 77% • More complete solution: • Shrink paste stencil opening - pad accommodates variability in registration.
The Power of Efficient Experiments • More information from less resources • Thought process of experiment design brings out: • potential factors • relevant measurements • attention to variability • discipline to experiment trials