Download
1 / 1
10 likes | 82 Views
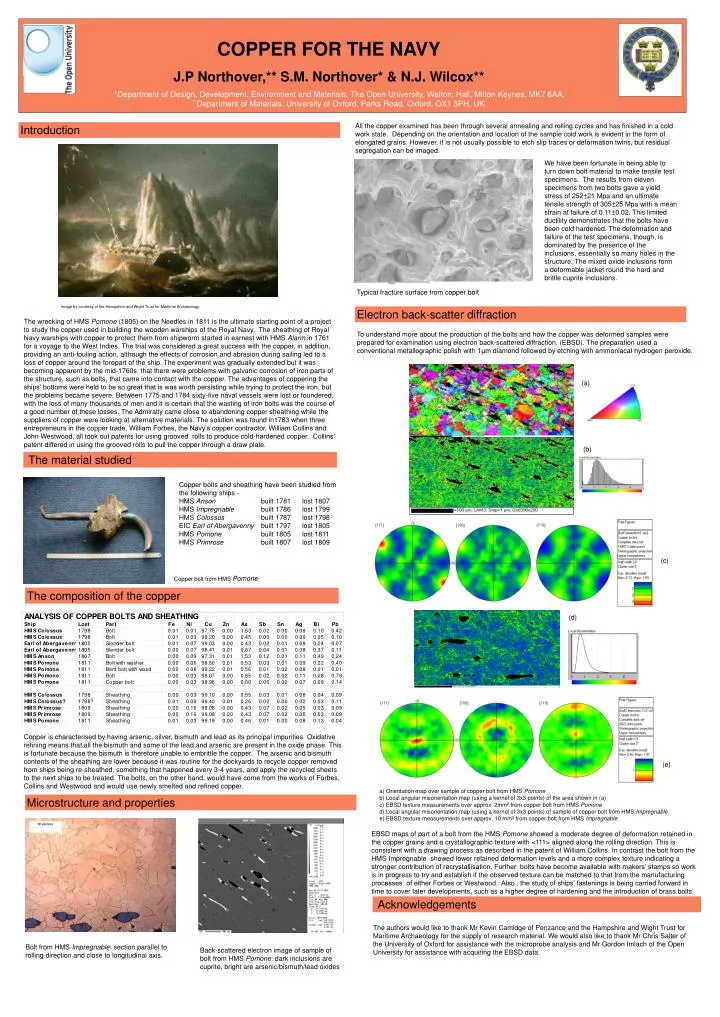
COPPER FOR THE NAVY J.P Northover,** S.M. Northover* & N.J. Wilcox**. *Department of Design, Development, Environment and Materials, The Open University, Walton, Hall, Milton Keynes, MK7 6AA, ** Department of Materials, University of Oxford, Parks Road, Oxford, OX1 3PH, UK.

E N D
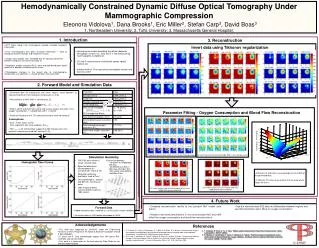
COPPER FOR THE NAVY J.P Northover,** S.M. Northover* & N.J. Wilcox** *Department of Design, Development, Environment and Materials, The Open University, Walton, Hall, Milton Keynes, MK7 6AA, **Department of Materials, University of Oxford, Parks Road, Oxford, OX1 3PH, UK. All the copper examined has been through several annealing and rolling cycles and has finished in a cold work state. Depending on the orientation and location of the sample cold work is evident in the form of elongated grains. However, it is not usually possible to etch slip traces or deformation twins, but residual segregation can be imaged. Introduction We have been fortunate in being able to turn down bolt material to make tensile test specimens. The results from eleven specimens from two bolts gave a yield stress of 252±21 Mpa and an ultimate tensile strength of 305±25 Mpa with a mean strain at failure of 0.11±0.02. This limited ductility demonstrates that the bolts have been cold hardened. The deformation and failure of the test specimens, though, is dominated by the presence of the inclusions, essentially so many holes in the structure. The mixed oxide inclusions form a deformable jacket round the hard and brittle cuprite inclusions. Typical fracture surface from copper bolt Image by courtesy of the Hampshire and Wight Trust for Maritime Archaeology. Electron back-scatter diffraction The wrecking of HMS Pomone (1805) on the Needles in 1811 is the ultimate starting point of a project to study the copper used in building the wooden warships of the Royal Navy. The sheathing of Royal Navy warships with copper to protect them from shipworm started in earnest with HMS Alarm in 1761 for a voyage to the West Indies. The trial was considered a great success with the copper, in addition, providing an anti-fouling action, although the effects of corrosion and abrasion during sailing led to a loss of copper around the forepart of the ship. The experiment was gradually extended but it was becoming apparent by the mid-1760s that there were problems with galvanic corrosion of iron parts of the structure, such as bolts, that came into contact with the copper. The advantages of coppering the ships’ bottoms were held to be so great that is was worth persisting while trying to protect the iron, but the problems became severe. Between 1775 and 1784 sixty-five naval vessels were lost or foundered, with the loss of many thousands of men and it is certain that the wasting of iron bolts was the course of a good number of these losses. The Admiralty came close to abandoning copper sheathing while the suppliers of copper were looking at alternative materials. The solution was found in1783 when three entrepreneurs in the copper trade, William Forbes, the Navy’s copper contractor, William Collins and John Westwood, all took out patents for using grooved rolls to produce cold-hardened copper. Collins’ patent differed in using the grooved rolls to pull the copper through a draw plate. To understand more about the production of the bolts and how the copper was deformed samples were prepared for examination using electron back-scattered diffraction. (EBSD). The preparation used a conventional metallographic polish with 1µm diamond followed by etching with ammoniacal hydrogen peroxide. (a) (b) The material studied Copper bolts and sheathing have been studied from the following ships:- HMS Anson built 1781 lost 1807 HMS Impregnable built 1786 lost 1799 HMS Colossus built 1787 lost 1798 EIC Earl of Abergavenny built 1797 lost 1805 HMS Pomone built 1805 lost 1811 HMS Primrose built 1807 lost 1809 (c) Copper bolt from HMS Pomone The composition of the copper (d) Copper is characterised by having arsenic, silver, bismuth and lead as its principal impurities. Oxidative refining means that all the bismuth and some of the lead and arsenic are present in the oxide phase. This is fortunate because the bismuth is therefore unable to embrittle the copper. The arsenic and bismuth contents of the sheathing are lower because it was routine for the dockyards to recycle copper removed from ships being re-sheathed, something that happened every 3-4 years, and apply the recycled sheets to the next ships to be treated. The bolts, on the other hand, would have come from the works of Forbes, Collins and Westwood and would use newly smelted and refined copper. (e) a) Orientation map over sample of copper bolt from HMS Pomone b) Local angular misorientation map (using a kernel of 3x3 points) of the area shown in (a) c) EBSD texture measurements over approx. 2mm2 from copper bolt from HMS Pomone d) Local angular misorientation map (using a kernel of 3x3 points) of sample of copper bolt from HMS Impregnable e) EBSD texture measurements over approx. 10 mm2 from copper bolt from HMS Impregnable Microstructure and properties EBSD maps of part of a bolt from the HMS Pomone showed a moderate degree of deformation retained in the copper grains and a crystallographic texture with <111> aligned along the rolling direction. This is consistent with a drawing process as described in the patent of William Collins. In contrast the bolt from the HMS Impregnable showed lower retained deformation levels and a more complex texture indicating a stronger contribution of recrystallisation. Further bolts have become available with makers’ stamps so work is in progress to try and establish if the observed texture can be matched to that from the manufacturing processes of either Forbes or Westwood.. Also , the study of ships’ fastenings is being carried forward in time to cover later developments, such as a higher degree of hardening and the introduction of brass bolts. Acknowledgements The authors would like to thank Mr Kevin Camidge of Penzance and the Hampshire and Wight Trust for Maritime Archaeology for the supply of research material. We would also like to thank Mr Chris Salter of the University of Oxford for assistance with the microprobe analysis and Mr Gordon Imlach of the Open University for assistance with acquiring the EBSD data. Bolt from HMS Impregnable: section parallel to rolling direction and close to longitudinal axis. Back-scattered electron image of sample of bolt from HMS Pomone: dark inclusions are cuprite, bright are arsenic/bismuth/lead oxides