Download
1 / 10
140 likes | 618 Views
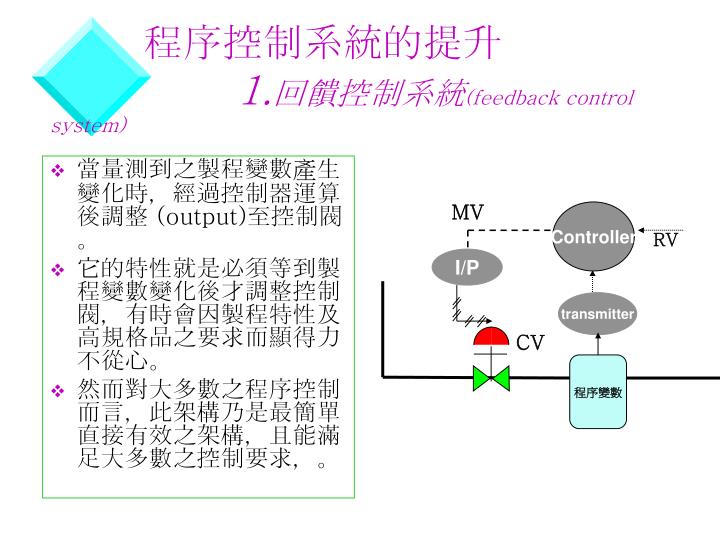
程序控制系統的提升 1. 回饋控制系統 (feedback control system). 當量測到之製程變數產生變化時,經過控制器運算後調整 (output) 至控制閥。 它的特性就是必須等到製程變數變化後才調整控制閥,有時會因製程特性及高規格品之要求而顯得力不從心。 然而對大多數之程序控制而言,此架構乃是最簡單直接有效之架構,且能滿足大多數之控制要求,。. MV. Controller. RV. I/P. transmitter. CV. 程序變數. 程序控制系統的提升. 增進控制效果最有效的辦法,即改善製程 - 越簡單越好

E N D
程序控制系統的提升1.回饋控制系統(feedback control system) • 當量測到之製程變數產生變化時,經過控制器運算後調整 (output)至控制閥。 • 它的特性就是必須等到製程變數變化後才調整控制閥,有時會因製程特性及高規格品之要求而顯得力不從心。 • 然而對大多數之程序控制而言,此架構乃是最簡單直接有效之架構,且能滿足大多數之控制要求,。 MV Controller RV I/P transmitter CV 程序變數
程序控制系統的提升 • 增進控制效果最有效的辦法,即改善製程-越簡單越好 • 然而製程之被設計乃是為了要生產某種有經濟價值的東西、某種高品質的產品或是降低生產成本的考慮,而不是為了要「好控制」 • 雖然,製程之修改是為了容易控制它,但畢竟必先不違背有經濟價值目的,因此,程序變得越來越複雜,越來越不容易控制。 • 因此,越來越新的量測元件問世,甚至量不出的東西,也要想辦法弄出一個推理數學式[BF](inferentialformular)來代表它; • 越來越多的『控制系統』問世。其最後的目標就是為了能控制愈趨繁雜的程序。
程序控制系統的提升1.單一回饋控制系統 塔頂成分 低限要求 • 進料經一加熱器升溫後,進入蒸餾塔分離。 • 塔底是我們要的產品(重成分),塔頂是廢棄流排入廢水處理場。 • 根據蒸餾塔原始設計的處理能力,對塔底重成分的回收組成有一最大值無法超越,對塔頂排出組成的重成分含量有一低限值,不可能比此低值還低。 • 塔底塔頂之產物組成完全隨進料組成而變,控制效果極差 時間 進料成分 TIC 塔頂成分 高限要求 時間
程序控制系統的提升2.串級控制系統 塔頂成分 低限要求 • 在塔底加入一對線上組成分析儀(GC)及溫度控制器作回饋控制,顯然 • 降低了塔頂及塔底重成分組成的變異度,惟這種簡單的回饋控制,卻無法消除干擾,並使產 • 量極大化 時間 進料成分 AC TIC 塔頂成分 高限要求 時間
程序控制系統的提升3.高階控制系統 塔頂成分 低限要求 • 一組組成回饋控制 • 進料組成之模式預測控制 • 加入設備能力之限制條件,可使得塔底塔頂組成接近極大限值 ‧經由程序控制能力的提升大大地減低產品變異度。 ‧在設備能力的限制下,產量達到最大化。 ‧不要的產品被最小化 ‧降低了產品變異度,提升了製程能力。 ‧工廠操作之安全性 ‧蒸餾系統之壽命,因操作穩定性增加可望稍有延長。 ‧能源被精確之利用。 時間 進料成分 AIC 塔頂成分 高限要求 模式控制 AIC 時間
經濟效益的評估 • 越精良的控制系統,其衍生之效益越大 • 經濟效益的評估,並不單純的只是將產量最大化,而是須以目標函數進行分析 • 定量的經濟效益評估有很多方法,大多都是利用統計分析的方法,求控制變數變異度減少量所產生的經濟效益 • Marlin所提供平均製程效能(average process performance)的方法是較簡易的方法
平均製程效能(average process performance) • Pave=Σ(Fi x Pi) Pave平均製程效能 Pi區段i中點製程效能 Fi= Ni/NT =在區段i內所含點數百分比 Ni=在區段i內所含點數 NT=所有取樣之點數
平均製程效能範例(鍋爐控制) 優良控制與不良控制 之改善幅度約為1%, 其產生之年經濟效益 (一年330操作天計) 則為: △Profit,$/年= △efficient×蒸汽量 (噸/時)×△Hvap(energy/噸蒸汽)×$(energy單位成本)×7920時/年 平均效率=ΣPi x Fi 86.77 87.04