Download
1 / 8
80 likes | 182 Views
Module and Stave Production Status. James Fast Fermilab. 20cm Gang Production Status. Tooling for 20cm Gang production Prototype fixtures (2 sets) available for use now First production batch (3 sets) received, QCed, Ni/Teflon coated Being assembled by Lab B staff now

E N D
Module and Stave Production Status James Fast Fermilab
20cm Gang Production Status • Tooling for 20cm Gang production • Prototype fixtures (2 sets) available for use now • First production batch (3 sets) received, QCed, Ni/Teflon coated • Being assembled by Lab B staff now • Final production batch (5 sets) in fabrication at MSU • Expect delivery this month, ready for use ~4-6 weeks later • Storage Boxes • Gangs will be stored in L2-5 module burn-in boxes • We have 25 boxes assembled at Fermilab • Remaining 300 boxes being fabricated by Brown • Parts are fabricated and procured • Assembly process at Brown is being debugged now • Expect all boxes to be available by September • Procedures and QA/QC • Assembly procedures written and tested • Additional technical staff needs to be trained (scheduled to start 9/9) • Training in operation of Zeiss 500’s as well as sensor handling and gluing • OGP program written to inspect gangs • Need to verify that database is ready for gang production entries
L1-L5 Module Tooling Overview • 5 flavors of fixture, all very similar • L1 (160mm finished module length) • 20cm gang & 10-10A, 10-10S (200mm modules) • 20-20A, 20-20S (400mm modules) • Alignment and Gluing • Precision alignment of sensor to sensor <5m • Alignment of hybrid to sensors to ~50m • Module flipping • Backside HV connection from hybrid • Kapton HV insulation to isolate sensor from structure (L1) • Ground contact from hybrid for support structure (L1) • Wirebonding • Axial and stereo can be bonded on same fixtures (3 types) • Reasonably flat (~50m) vacuum chucks 160, 200 & 400mm long • All tooling used successfully with electrical prototype modules
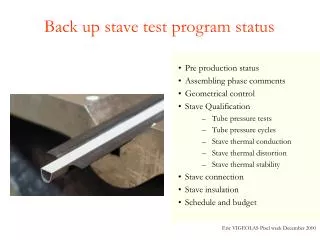
L2-5 Module Fixture Status • Four fixtures used in module production • Hybrid alignment fixture: aligns hybrid to handle for next tool • Assembly fixture: aligns sensors (or gangs) and hybrid • Bonding fixture: used for module transfer and wire bonding • Flip fixture: used for making back-side HV connection • Prototype fixtures fabricated long ago • Initial prototypes worked very well • Small modifications implemented to ease module transfers • Second prototypes of these parts have been made and tested • Written procedures and CMM programs developed and tested • Production fixtures • 10-10 axial fixtures are the 20cm gang fixtures • 10-10 stereo require swapping one part on 20cm gang fixtures • 20-20 axial and stereo are identical except one part • Production scheduled to start 2/4/04 • “Finalize design” dependent on final hybrid sign-off (11/03) • Probably possible to do production earlier • Mechanical aspects of hybrids should be stable earlier • Hybrid alignment tools are only ones awaiting approval of fabrication drawings
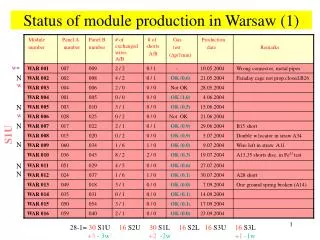
Status of L2-5 Electrical Modules • We have produced a total of 7 electrical modules • 10-10 Axial #7, Amitron hybrid, Irradiated sensors (not for stave) • 10-10 Axial #103, OK for stave • 10-10 Stereo #1, OK for stave • 20-20 Axial #8, Amitron hybrid, Electrical test module (not for stave) • 20-20 Axial #108, 9 working chips, OK for first stave but not ideal • 20-20 Stereo #2, Chips 1,2 bad, needs debugging • 20-20 Stereo #12, Chips 6-10 re-bonded & poor hybrid alignment • Additional modules to be produced for electrical staves • Two modules need replacement in order to build 1st stave • Waiting for ~10 sensors to build new 20-20 modules • Need full compliment of electrical modules for 2nd stave • Need an additional ~20 sensors for this
QA of L2-5 Electrical Modules • Electrical QA/QC (Cecilia) • Burn-in • Hybrid burn-in is up and running • Need to write procedures and train personnel • Module burn-in is almost there • Need to confirm cooling system operation • Need to complete software for running HV • Need to write procedures and train personnel • Personnel should be integrated to augment Gustavo’s efforts now • Debugging is essentially non-existent still • Need to define grading scheme for hybrids and modules (done?) • Need to define interface from QA/QC to database (done?) • Mechanical QA/QC (Jim) • Some OGP programs written • Need to certify programs for all module types • Need to write procedures, including file naming conventions etc. • Need to write scripts to prepare OGP output files for database
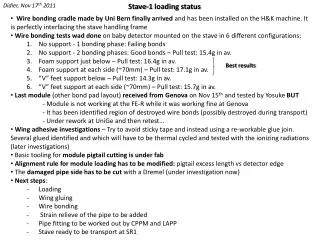
Fabrication of mechanical and electrical preproduction staves • Mechanical stave prototype • Modules on stave core 12/18/02, used for cooling studies • C-channels attached in June, 2003 • Mechanical stave pre-production • Scheduled for completion 6/13/03 • Assembled in June/July with extensive QC (done 7/3/03) • Written assembly procedures followed throughout • Electrical grade pre-production staves • Assembly scheduled for 6/16-7/14 (schedule says 2 staves) • One core and set of C-channels are available • Additional cores will be available, using revised tooling, 8/1 • Additional C-channels will be available by 8/1 also • Module assembly and burn-in are delaying assembly now • Need minimum of 30 sensors to complete this task per schedule • Written procedures fleshed out with mechanical staves • Mechanical QC of modules on staves needs to be added to procedures • C-channel grounding out to Junction Cards needs to be finalized