Download
1 / 34
500 likes | 1.08k Views
DYEING OF POLYESTER BLENDS. Limited manufacture in India Most popular blend :55/45 PET/Wool Other blend ratios : 70/30 , 20/80

E N D
DYEING OF POLYESTER BLENDS • Limited manufacture in India • Most popular blend :55/45 PET/Wool • Other blend ratios : 70/30 , 20/80 • 55:45 blend –warp and weft blended yarn • Polyester Rich Blend: 70/30 (textured 100% PET warp & 55:45 blended weft) • Wool Rich Blend : 20/80 (with 55:45 blended weft and 100% wool weft)
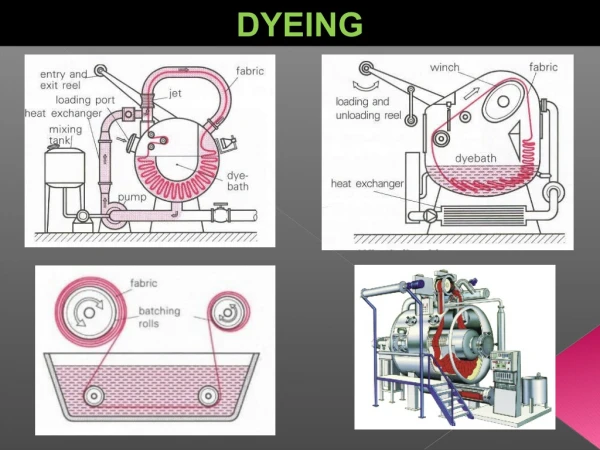
Typical process sequence: Grey inspection Scouring Dry Dye Singeing 11) Decatising and Pressing Stain removal Wool presetting(crabbing) Heat set Brushing, Cropping Steam or Damp Other sequences page 239 PRETREATMENT:
Remove spin finish, lubricating agent, natural waxes, size, other contaminants Fabric relaxation Anionic or non-ionic detergents are used Use of alkali like soda ash should be avoided Rope form e.g. Dolly washing machine for wool rich or 55:45 blends Open width e.g. for polyester rich blends SCOURING:
Non-ionic Detergent scouring: • Brief scouring at 100C above cloud point of detergent –helps to form detergent-oil complex. • Drain to remove surface impurities • Scour 30 – 45 min. at 50C below the cloud point of detergent.
Crabbing: • For setting wool component • Basically hot water treatment carried out in open width. • Temp.: ~ boil, for 30 – 45 min. • Does not have lasting effect due to heat setting on PET –may be necessary to repeat crabbing to smoothout creases • Second crabbing –at 600C • Dried on stenter at 1000C.
Heat setting • Normally done before dyeing • Important variables: Time , Temperature, • Distinct phases: * fabric setting up phase * heat penetration phase * molecular orientation phase * cooling phase
Fabric heating up phase: • To raise the fabric surface temperature to the required value say 180+/-100C. • Time required depends on * fabric structure * rate of heating * thermal conductivity of the fabric (15 sec. for low conductivity fabric)
Heat Penetration and Molecular Orientation Phase: quickest – 5 sec. • Cooling Phase : stabilization of relaxed polymer structure - ~ 10 sec. • Total heat setting time - ~30 sec.
Heat setting stage: • Grey heat setting • After scouring
Merits Stiffness imparted is removed during subsequent scouring Less chance of tendering due to absence of alkali left during scouring Easy to handle Demerits Oil stains and size are fixed -skittery appearance of dyed fabric Grey heat setting:
Merits Clean operation Fabric appearance is bright Oils and other materials are not fixed –faultless dyeing Demerits Stiff handle –may be light fabric is needed If alkali is left in fabric –damage of wool , yellowing. Heat setting after scouring:
DyeingGeneral considerations: • HTHP at 1300C-damage to wool component • Heavy staining of wool with disperse dyes – poor fastness properties –should be avoided • High temperature and prolonged dyeing time –less staining , wool damage • Lower temperature and shorter dyeing time are preferred.
Dyeing conditions: • At boil with carrier • At 103 - 1060C with addition of smaller amount of carrier compared to at boil • 110 -1150C with the addition of formaldehyde as wool protecting agent , a small amount of carrier if necessary
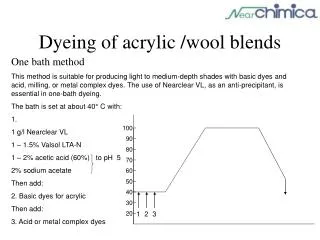
Dyeing methods • One bath method : * simultaneous dyeing of PET and wool with disperse and wool dyes * common method for pale and medium depths of shade * economical, * minimum tendering of wool • Two bath method: * mainly for navy and black shades * no particular advantage overone-bath method
Staining of wool: • Less in prolonged dyeing –but chance of wool tendering • More rapid exhaustion of disperse dye on PET –less staining of wool • Fine wool fibres are stained more severely than coarse wool fibres
Dyebath Auxiliaries: • Dispersing agent • Antifoam agent • Carrier • Crease inhibitor • Levelling agent for wool dyeing • Wool protecting agent
Closed machinery Fully flooded Partly flooded Covered machines Open machines Carrier -Very volatile carriers- 70- 100% volatility e.g.dichloro & trichloro benzene -Medium to low volatality (40 –70%) e.g.mixture of i)biphenyl /trichlorobenzene ii)biphenyl/orthophenylphenol -As above -Low volatile (orthophenyl phenol, benzyl phenol) Carrier The choice depends on the machinery used:
Dyes for PET and Wool Disperse dyes (DD): • High temperature –not suitable • Low energy DDs-low sublimation fastness • Medium energy dyes –pale shades or dyeing at 1060C • High energy dyes- not suitable –but can be used for max. colour yield and fastness is required –applied to 1300C prior to PET/wool blending • pH : 4.5 – 5.5.
Wool Dyes: • Acid and premetallised dyes – most suitable • No staining on PET • Build up ~40 - 500C • Complete exhaustion at boil in 30 min. • Dye selection is not critical • Wet fastness is important : 1:2 metal complex preferred • Dyeing pH: 4.5 –5.5
Mixture dyes: • Disperse/wool dye mixture- available since 1985, suitable for 55:45 PET/wool • Advantages: *simplified selection, reduced weighing/handling of dyes * good reproducibility (from batch to batch or lab.to bulk scale) * tone and tone dyeings as a result of good compatibility of acid and disperse dyes within each mixture *suitable for computer colour matching Single dye class: e.g. reactive disperse dyes • Developed dyes show poor light fastness, • not commercially suitable
Minimisation of damage to wool • The advantages of high temperature dyeing above 1100C are • Fast deep shades • Shorter leveling time • Better levelling • Less staining of wool • Disadvantages • Wool degradation –reduction in strength, elongation, abrasion resistance, yellowing
Therefore, to protect the wool component during high temperature dyeing, • Most common agent HCHO (5% owf) allows dyeing at • 1050C for 4 hrs • 1100C for 3 hrs • 1150C for2 hrs • 1200C for 1 hr • pH: 3.5-4.5
Recommended dyeing times • 1000C for 120-150 min with carrier, no formaldehyde • 1060C ,90 –120 min with carrier and without formaldehyde • 110 -1150C, 60 –90 min, reduced amount of carrier, formaldehyde necessary • 1200C, 20-30 min (not >40 min), carrier optional, formaldehyde necessary • High temperature dyeing is recommended for deep shades –yellowing is not so critical
Precautions for formaldehyde use • Shades of some dyes are affected -careful dye selection • HCHO vapors are potentially hazardous -restricted use by health and safety considerations • Therefore, agents which will release HCHO during dyeing (in-situ release) are preferred. E.g DMEU -HCHO release above 00C
Dyeing methods: • One bath dyeing method with disperse and acid or metal complex dyes • Dye selection: • Disperse dye –low energy ->minimum staining of wool –easily removed by after wash • Acid or metal complex –not so critical
General dyeing recipe • X% disperse dye • Y% acid/metal complex dye • Z% carrier • 1 –2% dispersing agent • 5 -10% glauber’s salt • pH :4.5 –5.5 with acetic acid
Dyeing procedure • Set bath with auxiliaries • Preheat 10 –20 min at 50 -700C • Add disperse and dissolved acid dye • Treat for 10 min • Raise temperature to boil or 103-1060C 30-45 min • Dye for 1½-2hrs depending on depth of shade • Cool, cold and hot rinse –shading 80 -1000C
One-bath dyeing • Improve dye exhaustion • Minimise wool staining • Wool protecting agent is necessary • Recipe: • X% disperse dye • Y% acid / metal complex dye • 3-5% HCHO (30%) • 1-2% dispersing agent , pH : 5 -6 with HAC’
Pretreat with auxiliary at 50-600C • Add disperse and acid dyes • Treat for 10 min • Raise temperature to 1100C/1200C in 45 min • Dye for 30 –60 min
After treatment • Staining of wool with disperse dyes cannot be avoided even if the process is carried out with most suitable dyes under the most favourable conditions • Disperse staining on wool –poor fastness –must be removed completely • One-bath method –reduction clear is not possible • After wash: 1-2 gpl non-ionic detergent, pH 5-6 with HAC’, 20-30 min at 600C, good rinse • With deep shades, repeat the above process
Two bath process • Used for deep shades -particularly navy and black • Dye polyester component with • X % disperse dye • Y% carrier • 1 –2% dispersing agent • pH 5-6 with HAC’ • Maximum temperature :103 -1060C or boil • Cold rinse
Reduction clearing: • 3 gpl hydrose • 0.5- 1 ml/l ammonia(25%) • 0.5-1 gpl non-ionic emulsifying agent • For 30 min at 45 -500C • Good rinse, acidify with HAC’ • Dyeing of wool component
Thermosol dyeing • Not common • Can be used for coloration of PET component only • Wool component is dyed seperately (detail sin page 256-257) • Dry heat treatment: • 190 -2000C for 45 –60 secs • Not harmful to wool except slight yellowing • Less wool staining
Correction of faulty dyeings • Faulty shades can be levelled or partially stripped with • X gpl carrier • 2-4% levelling agent for wool • 1 –2% emulsifying agent • pH 5-6% with HAC’ • Treatment at boil for 1 –2 hrs or 103 -1060C for 1 –1 ½ hrs If only shade on wool is to be corrected, carrier is not necessary