Download
1 / 32
340 likes | 634 Views
Soldering B razing and Braze Welding. Objectives. Define the terms soldering , brazing , and braze welding Advantages and disadvantages of liquid-solid phase bonding Properly clean, assemble, and perform required practice joints

E N D
Objectives • Define the terms soldering, brazing, and braze welding • Advantages and disadvantages of liquid-solid phase bonding • Properly clean, assemble, and perform required practice joints • Functions of fluxes in making proper liquid-solid phase bonded joints
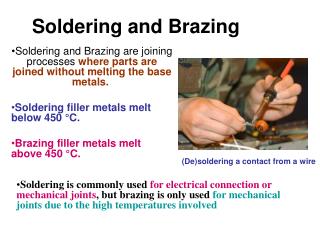
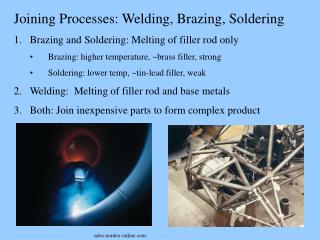
Introduction • Soldering and brazing are classified by the AWS as liquid-solid phase bonding processes • Base material stays solid and filler material is liquid • Hot Gluing • Phase is the temperature at which bonding takes place • Soldering and brazing differ • Soldering takes place below 840° Fahrenheit • FAA says its 800F????????????????????? • Capillary action is the force that pulls water up into a paper towel • Braze welding does not need capillary action
Soldering/Brazing Applications Steps in Sweat Soldering 1) Copper pipe is cleaned 2) Flux is applied 3) Heat is applied 4) Solder is added 5) Solder is drawn into fitting via heat (capillary Action) 6) Pipe is wiped cleaned 7) Brazing steps are the same except for Brazing filler metal s added instead of solder.
Braze Welding Steps in Braze Welding 1) Base material is cleaned 2) Flux is applied 3) Heat is applied 4) Braze is added 5) Braze material is added into a joint. Capillary Action is not used. 6) Post Braze weld is cleaned
Advantages of Soldering and Brazing • Some advantages of soldering and brazing: • Low temperature • Permanently or temporarily joined • Dissimilar materials can be joined • Speed of joining • Less chance of damaging parts • Slow rate of heating and cooling • Parts of varying thicknesses can be joined • Easy realignment • Disadvantage • Service Temp!!!!!!!!!!!!!!!!!
Tensile and Shear Strength Tensile strength of a joint is its ability to withstand being pulled apart Brazed joints have a tensile strength 4-5 times higher than the filler metal itself As joint spacing decreases, surface tension increases the tensile strength Shear strength is ability of a joint to withstand a force parallel to the joint For a solder or braze joint, the shear strength depends upon the amount of overlapping area The greater the area overlapped, the greater the strength
Ductility • Ductility is the ability of a metal to plastically deform without breaking or fracturing, with the cohesion between the molecules remaining sufficient to hold them together to bend without failing. • Most soldering and brazing alloys are ductile metals
Fatigue Resistance Fatigue resistance is the ability to be bent repeatedly without exceeding the elastic limit Elastic Limit Plastic Limit For most soldering or brazing joints, fatigue resistance is low Fatigue failures may occur as a result of vibration and/or cycles of load.
Fluxes • Fluxes used in soldering and brazing have three major functions: • Remove oxides that result from heating parts • Promote wetting • Aid in capillary action (if soldering or brazing) • Flux must be thin, when heated to its reacting temperature • Fluxes are available in many forms • Paste • Liquid • Powder
Soldering and Brazing Methods • Grouped according to method of applying heat: • Torch (TB) • Furnace • Induction • Dip
Torch Soldering and Torch Brazing • Advantages of using a torch: • Versatility • Portability • Speed • Disadvantages of using a torch: • Overheating • Skill • Fires
Furnace Soldering and Brazing • Advantages of using a furnace: • Furnace brazing is a semi-automatic process • Temperature control • Controlled atmosphere (Common atmospheres used include: inert, reducing or vacuum atmospheres all of which protect the part from oxidation) • Uniform heating • Mass production • Disadvantages of using a furnace: • Size • Heat damage
Figure 31-20 Furnace brazing permits the rapid joining of parts on a production basis.
Induction Soldering and Brazing • Induction heating is the process of heating an electrically conducting object (usually a metal) by electromagnetic induction, where eddy currents (also called Foucault currents) are generated within the metal and resistance leads to Joule heating of the metal. • Advantage of the induction method is speed • Disadvantages of the induction method: • Distortion • Lack of temperature control • Incomplete penetration
Dip Soldering and Brazing • The parts to be joined are fixtured and the brazing compound applied to the mating surfaces, typically in slurry form. Then the assemblies are dipped into a bath of molten salt (typically NaCl, KCl and other compounds) which functions both as heat transfer medium and flux. • Advantages of dip processing: • Mass production • Corrosion protection • Distortion minimized • Disadvantages of dip processing: • Steam explosions • Corrosion • Size • Quantity
Filler Metals • Should be selected by considering as many of the criteria as possible • Welders decide most important criteria • Soldering and brazing metals are alloys
Figure 31-27 Solder being shaped as it cools to its paste range.
Soldering Alloys • Usually identified by their major alloying elements • Base metal can be joined by more than one solder alloy
Tin-lead • Most popular solder • Least expensive • Most commonly used on electrical connections • Never used for water piping
Brazing Alloys • The AWS 's classification system for brazing alloys uses the letter B • Next series of letters indicate the atomic symbol of metals used • Not all available brazing alloys have an AWS classification • Some special alloys are known by their trade names
Copper-zinc • Most popular brazing alloys • Available as regular and low-fuming alloys • Tendency to burn out when overheated • If breathed in, it can cause zinc poisoning • If you think you have zinc poisoning, get medical treatment immediately
Copper-zinc and Copper-phosphorus A5.8 • Known as brazing rods • Referred to as phos-copper • Vast differences among the five classifications • Five classifications of copper-zinc filler rods: • BRCuZn • BRCuZn-A • BRCuZn-B • BRCuZn-C • BRCuZn-D • If overheated will cause zinc fumes
Joint Design • Spacing between parts being joined greatly affects tensile strength • Strongest joints are obtained when parts use lap or scarf joints • Some joints can be designed so that the flux and filler metal may be preplaced • Joint preparation is very important
Figure 31-28 The joining area should be three times the thickness of the thinnest joint member.
Building up Surfaces and Filling Holes • Surfaces on worn parts are built up again with braze metal • Ideal for parts that receive limited abrasive wear • Braze buildup has no hard spots • Good for flat and round stock • Holes in light-gauge metal can be filled using braze metal
Figure 31-51 When building up a surface, alternate the direction of each layer.
Silver Brazing • Melting temperature for alloys is around 1400° Fahrenheit • Copper pipe glows a dull red • Best types of flame to use: • Air acetylene • Air MAPP • Air propane • Any air fuel-gas mixture
Soldering • Practices use tin-lead or tin-antimony solders • Both have low melting temperature • Best type of flame: • Air acetylene • Air MAPP • Air propane • Any fuel-gas mixture
Summary • Brazing and soldering have many advantages • Very versatile • Ability to join many different materials with a limited variety of fluxes and filler metals • Soldering can be permanent or temporary • Be creative in the way you apply these processes