Download
1 / 18
520 likes | 4.17k Views
Large-scale Enzyme Production. Tina C. Lung Syracuse University Dept. of Chemical Engineering and Material Science CEN 551-Biochemical Engineering January 22, 2004. Examples of Enzymes. Protease (subtilisin, rennet) Hydrolases (pectinase, lipase, lactase) Isomerases (glucose isomerase)

E N D
Large-scale Enzyme Production Tina C. Lung Syracuse University Dept. of Chemical Engineering and Material Science CEN 551-Biochemical Engineering January 22, 2004
Examples of Enzymes • Protease (subtilisin, rennet) • Hydrolases (pectinase, lipase, lactase) • Isomerases (glucose isomerase) • Oxidases (glucose oxidase) • Produced using overproducing strains of certain organisms.
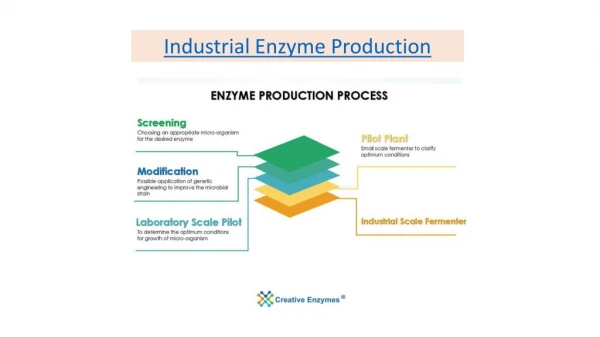
Separation and Purification • Disruption of cells • Removal of debris and nucleic acids • Precipitation of proteins • Ultrafiltration of the desired enzyme • Chromatographic separation • Crystallization • Drying
Separation and Purification • The process depends on whether or not the enzyme is intra or extracellular. • Sometimes inactive (dead or resting) cells are used with desired enzyme activity in immobilized form. • No separation and/or purification steps • Reduces costs
Growing Enzymes • (1) Cultivate the organisms producing the desired enzymes. • Production can be regulated • Fermentation conditions ca be optimized for overproduction.
Enzymes and Sources • Proteases • Overproducing strains of Bacillus, Aspergillus, Rhizopus, and Mucor. • Pectinases • Aspergillus niger. • Lactases • Yeast and Aspergillus. • Lipases • Certain strains of yeast and fungi. • Glucose isomerase • Flavobecterium arborescens or Bacillus coagulans
Growing Enzymes (2) • (2) Cell separated from the media usually by filtration or something by centrfugation. • Depending on intra/extracellular nature of the enzyme, the cell or fermentation broth is further processed. • Recovery of intracellular enzymes is more complicated and involves the disruption of cells and removal of debris and nucleic acids. • Increasing permeability of cell membrane (CaCl2 (salt) or dimethylsulfoxide (DMSO) or change in pH • Last resort is cell disruption.
Medical and Industrial Utilization of Enzymes • Pharmaceutical Uses • Wants chirally pure compounds (IMPORTANT!). • Often a particular enantiomer maybe useful while others cause side effects or no effect at all.
Medical and Industrial Utilization of Enzymes • Technological advances • Increasing in wider ranges of process conditions. • Enzymes grow in unusual environments (eg: deep ocean, salt lakes, and hot springs). • New enzymes and better control allow the use of enzymes in more extreme environments.
Economics • Number of enzymes made at high volume for industrial purposes evolves more slowly. • 1996: sales of industrial enzymes--$372 million. • 2006: expected to reach $686 million.
Table 3.5 Table 3.6
Industrial Protease • Hydrolyze proteins into small peptide groups. • Obtained from: • Bacteria (Bacillus) • Molds (Aspergillus, Rhizopus, and Mucor) • Animal pancreas • Plants
Major Uses • Cheese making (rennet) • Baking • Meat tenderization (papain, trypsin) • Brewing (trypsin, pepsin) • Detergents (subtilisin Carlsberg) • Tanning products • Medical treatments of wounds
Hebei Shenzhou Animal Medicine Co., Ltd • Specialized manufacturer of zinc bacitracin in China.
Genencor International • Second largest developer and manufacturer of industrial enzymes. • Introduced the first industrial scale, recombinant enzyme in 1988. • Leader in the areas of protein engineering, expression/secretion technology and enzyme-substrate interaction.
Novozymes • Novozymes.com • Largest producers of enzymes. • World Headquarter: Denmark (1941). • More than 500 enzymes in over 130 countries.
Words of Wisdom • “I imagine a future where our biological solutions create the necessary balance between better business, cleaner environment, and better lives.” ~Steen Riisgaard, President and CEO