Download
1 / 16
160 likes | 290 Views
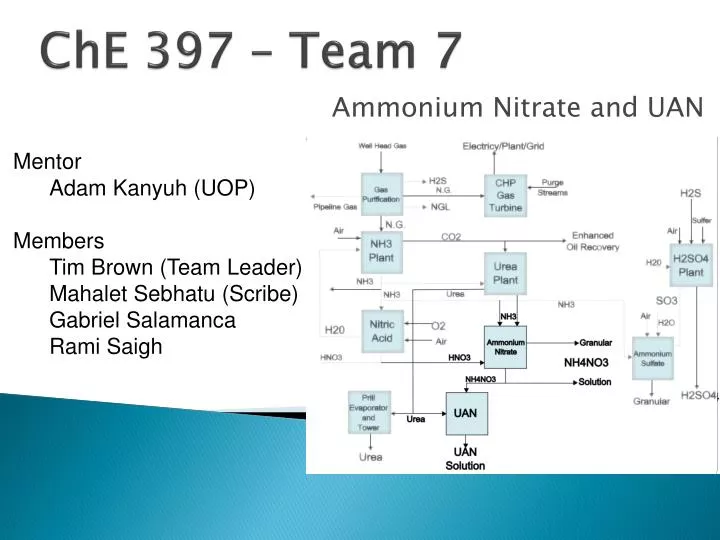
ChE 397 – Team 7. Mentor Adam Kanyuh (UOP) Members Tim Brown (Team Leader) Mahalet Sebhatu (Scribe) Gabriel Salamanca Rami Saigh. Ammonium Nitrate and UAN. Introduction. This plant focuses on the production of Ammonia-Based fertilizers.

E N D
ChE 397 – Team 7 • Mentor • Adam Kanyuh (UOP) • Members • Tim Brown (Team Leader) • MahaletSebhatu (Scribe) • Gabriel Salamanca • Rami Saigh Ammonium Nitrate and UAN
Introduction • This plant focuses on the production of Ammonia-Based fertilizers. • The plant will be located in the Williston, North Dakota • Our focus is on the production of Ammonium Nitrate (A.N.) and Urea-Ammonium Nitrate (UAN-32) • These products are valuable in the fertilizer industry due to their high levels of nitrogen.
Outline • Ammonium Nitrate (A.N.) • Design Basis • Inputs and Outputs • Environmental Review • Competing Processes • Nitrophosphate • Carnit • Stengel • Block Flow Diagram • Conclusion • Urea-Ammonium Nitrate (UAN) • Design Basis • Inputs and Outputs • Environmental Review • Block Flow Diagram • Conclusion
Design Basis Ammonium Nitrate Production • Based on a total output of 1992.5 TPD (2165.8 TPD) of NH4NO3, dry weight • Feed streams: • 423.9 TPD (460.8 TPD) NH3 dry weight • 1568.3 TPD (1704.7 TPD) HNO3 dry weight • At 63% HNO3 by weight: 2481.4 TPD (2697.2 TPD) • Output streams • 920.5 TPD (1000.5 TPD) NH4NO3 dry weight • Split between granular and solution streams, amounts are to be determined • 1072.0 TPD (1165.2 TPD) NH4NO3 dry weight • Sent to UAN process • Assumptions: • 100% yield • Full separation of product from waste • Red figures based on 92% operation time • The process is extremely exothermic, producing heat in excess of it’s own required processes resulting in available heat for other processes. If the ammonium nitrate reaches 240 degree Celsius, it has the potential to blow up. • Utilities required: Steam, Electricity, Water
Design Basis • Environmental Review:Ammonium nitrate: • Processes releasing most of emissions are the neutralizers (nitric acid, ammonia, and particulates) depending on which reactant is present in excess, but mostly ammonia. • Ammonia emission range from 0.026 g/kg to 3.14 g/kg. • According to EPA, particulate emission from ammonium nitrate solutions based on an average neutralizer capacity of 131,500 metric tons/year. [3]:
Competing Processes I • Nitrophosphate Process (a.k.a. Odda process) • Involves acidifying phosphate rock with nitric acid to produce calcium nitrate crystals, which later react with NH3 to produce ammonium nitrate. • Process uses many raw materials that aren’t supplied, so it is economically unsound to run in the plant as currently designed. • This process has an addition of Carbon and Calcium, which would be excessive to remove and extra equipment. [4] • Ca3(PO4)2 + 6 HNO3 + 12 H2O → 2 H3PO4 + 3 Ca(NO3)2 + 12 H2O • Ca(NO3)2 + 2 NH3 + CO2 + H2O → 2 NH4NO3 + CaCO3
Competing Processes II • Carnit Process • Two reactors are required for this process • A titanium reactor for the acidic solution • A low carbon stainless steal reactor for the alkaline solution. • Process involves boilers and a falling film evaporator made from low carbon stainless steel • Unreacted nitric acid recycles to the reactor to react with additional ammonia. • Extra steps are required to produce granular ammonium nitrate. [5]
Competing Processes III • Stengel process • Energy Efficient • Relatively few pieces of equipment • Recovers much of the exothermic energy and has the potential to use it in another process. • NH3(g) + HNO3 (aq) NH4NO3 (aq) 99% yield • This is the most viable option, both feed streams can be easily provided and doesn’t produce excessive waste.
Process Selection • [Odda] • Process uses many reactants that aren’t supplied, so it is economically unsound to run in the plant as currently designed. • This process has an addition of Carbon and Calcium, which would be excessive to remove and extra equipment. [5] • [Carnit] • Process requires extra equipment • Process is more complicated • 97.5% yield • [Stengel] • Process uses reactants efficiently • Good energy recover in terms of recycled steam • Low emissions • 99% Yield
Design Basis Urea-Ammonium Nitrate (UAN-32) • Based on Product steam of 2383.6 TPD (2590.9) • Feed Streams: • 1072.0 TPD (1165.2 TPD) NH4NO3 dry weight • 831.3 TPD (903.6 TPD) CO(NH2)2 dry weight • 687.6 TPD (747.4 TPD) H2O • May be mixed in with the two previous feeds • Product stream • 2383.6 TPD (2590.9) UAN-32 (solution) • UAN-32 is defined to have 32% nitrogen by weight • Assumptions • Well-Mixed • No Waste Streams • Perfect pH balance • Dry feed steams • Red figures based on 92% operation time • Utilities – Water, Electricity
Design Basis • Environmental Review: • UAN: • UAN solution is not explosive; however, it decomposes to noxious, poisonous gases when exposed to high temperature. • No gaseous emissions or waste arise during the non-pressure mixing of the aqueous based components if the best available technology is employed. • pH values and temperatures must be monitored continuously. • The ammonium/nitric acid levels are generally too small to cause a major hazard. [2] • Handling and Storage: • Avoid using zinc or copper alloys in contact with UAN solution due to corrosion. Use corrosion inhibitors to prevent corrosion. [1]
Conclusion • We will use the Stengel process to manufacture A.N. on a total basis of 1992.5 TPD. • Also include the manufacture of UAN on a basis of 2383.6 TPD by a mixing process • All information presented today is a portion of our Report Outline. • Design Basis • Introduction • Enviromental concerns and standards • Process Description • Block Flow Diagrams • Flow Sheet, material and energy balances, hand calculations, and rough economics will be covered on the next presentation.
Thank you for your time • Questions?
References • [1]http://www.irmteam.com/Product_Sheets/MSDS-uan32.pdf • [2]http://www.efma.org/documents/file/bat/BAT%20Production%20of%20Urea%20and%20Urea%20Ammonium%20Nitrate.pdf • [3]http://nepis.epa.gov/Exe/ZyNET.exe/P100BKOD.txt?ZyActionD=ZyDocument&Client=EPA&Index=1976%20Thru%201980&Docs=&Query=&Time=&EndTime=&SearchMethod=1&TocRestrict=n&Toc=&TocEntry=&QField=&Qfi • [4]http://www.chemeurope.com/en/encyclopedia/Nitrophosphate_process.html • [5]http://books.google.com/books?id=GP1caeWDUWkC&pg=PA47&lpg=PA47&dq=Carnit+Ammonium+Nitrate+Process&source=bl&ots=rWUhKgOFIn&sig=RzRctOgG8ZuFTLMM0Et2dE-jiAY&hl=en&sa=X&ei=CVoWT9X5KIKvgweCr_yhAw&ved=0CD0Q6AEwBA#v=onepage&q=Carnit%20Ammonium%20Nitrate%20Process&f=false