Download
1 / 59
2.54k likes | 5.67k Views
SOLDADURA Y OXICORTE. COPIA CONTROLADA. Febrero 20 de 2012. SISTEMA DE GESTION INTEGRAL.REV: 2 21/04/2012. OBJETIVO.

E N D
SOLDADURA Y OXICORTE COPIA CONTROLADA. Febrero 20 de 2012. SISTEMA DE GESTION INTEGRAL.REV: 2 21/04/2012
OBJETIVO Estandarizar los procedimientos para trabajos en caliente como Soldadura y oxicorte que son desarrollados por AIA en las diferentes obras que interviene, con el fin de garantizar las condiciones de seguridad de las personas que realizan esta actividad.
RESPONSABLES DIRECTOR DE SALUD OCUPACIONAL RESIDENTES DE SALUD OCUPACIONAL DIRECTORES RESIDENTES DE OBRA SOLDADORES Y AYUDANTES
ALCANCE Garantizar que en todas las obras donde se desarrollen trabajos de alto riesgo en caliente como soldadura y oxiacetileno se cumpla con los procedimientos y estándares de seguridad elaborados por AIA.
LEGISLACIÓN NORMAS Y REGLAMENTOS. Según lo descrito en la Matriz de riesgo Legales
TRABAJO EN CALIENTE Es una operación que tiene la capacidad de convertirse o crear una fuente potencial de ignición, para cualquier material combustible o inflamable que esté presente en el sitio o en los alrededores. Operaciones o trabajos que pueden producir chispas
DEFINICIONES TAREA DE ALTO RIESGO: Es toda actividad que por su naturaleza o lugar donde se realiza, implica la exposición a riesgos adicionales o de intensidades mayores a la normalmente presente en la actividad rutinaria. EMISOR:Persona que ha sido entrenada, evaluada y por lo tanto es calificada para la observación del cumplimiento de los estándares de seguridad para trabajos en caliente y además posee la autoridad suficiente para autorizar o desautorizar la realización de un trabajo. PERMISO: Es una autorización y aprobación por escrito que especifica la ubicación y el tipo de trabajo a efectuarse. En este se certifica que los peligros han sido evaluados por personas capacitadas y que se han tomado las medidas de protección necesarias. LISTA DE VERIFICACIÓN: Es una guía por escrito para la verificación de las condiciones de seguridad de las personas que están trabajando en caliente. Es uno de los elementos que incluye el permiso para trabajos en caliente. PERSONAL CALIFICADO: Persona que ha sido entrenada, capacitada y evaluada, por lo tanto está calificada para la realización de la tarea.
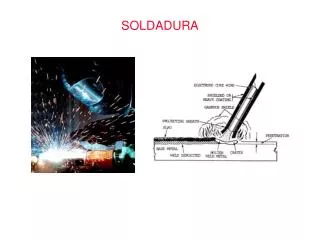
SOLDADURA Es un proceso con aporte de calor, mediante el cual se unen dos piezas metálicas, pudiendo o no intervenir otra sustancia o material ajeno a las piezas o de su misma naturaleza. Se manipulan fuentes de energía capaces de alcanzar temperaturas de 3000 ºC o superiores, constituyendo focos de ignición
SOLDADURA ELÉCTRICA TIPOS DE SOLDADURA Soldadura por resistencia Soldadura al arco Soldadura AUTOGENA Y OXICORTE
Este tipo de soldadura se basa en el efecto JOULE, mediante el cual, el calor necesario para fundir los metales que intervienen en la operación (generalmente el estaño) procede del calor producido al calentarse un electrodo que actúa como resistencia eléctrica al pasar una determinada intensidad de corriente. Representa escasos riesgos de contacto térmico y eléctrico. SOLDADURA POR RESISTENCIA Soldadura de puntos: Utilizada básicamente en el sector automoción y fabricación de electrodomésticos Variables de la soldadura por Resistencia Soldadura por roldana: Utilizada en operaciones industriales como la fabricación de depósitos de combustible. Soldadura electrónica: para fundir estaño y unir dos hilos o piezas de cobre
SOLDADURA POR ARCO Definición Variantes Riesgos Contacto eléctrico Contacto térmico Incendio Inhalación de humos Soldadura MIG: Soldadura en la que el electrodo , generalmente un hilo de cobre enrollado en una bobina se va consumiendo a medida que avanza la operación. Soldadura TIG: Similar a la MIG, el electrodo no es un hilo continuo sino una barra metálica delgada que se remplaza en la pistola a soldar. En este tipo de soldadura, la fuente de calor proviene del arco eléctrico que se produce al aproximar dos elementos metálicos en tensión, alcanzándose temperaturas del orden de 3000 ºC.
SOLDADURA AUTOGENA Y OXICORTE En este tipo de soldadura, así como en el oxicorte, la fuente de calor proviene de la combustión de un gas, que en muchos casos el acetileno..
ELEMENTOS DE PROTECCIÓN PERSONAL PARA SOLDADURA Y OXICORTE Gafas de oxicorte Respirador para humos metálicos Camisa de manga larga Careta para soldador Guantes de carnaza Botas de seguridad dieléctricas y sin cordones Mangoletas o guantes de manga larga Polainas Peto o delantal de carnaza Protección auditiva
INSPECCIÓN DE SEGURIDAD EN SITIO DE TRABAJO Y EQUIPO DE SOLDADURA Antes de revisar el equipo de soldadura cerciórese que esté apagado y desconectado Antes de poner en marcha el equipo verifique que tenga conectada la conexión a tierra. Seguridad eléctrica Verifique que el cableado eléctrico no esté pelado o mal empalmado. Asegúrese de revisar los cables positivo y negativo del equipo verifique que no estén mal empalmados o pelados y cerciórese que el porta electrodo esté en cubierto en vaquelita. Al colocar la pinza y la masa a los bornes del equipo, asegúrese que estos queden apretados.
INSPECCIÓN EN SITIO DE TRABAJO Y EQUIPO DE SOLDADURA Asegúrese de revisar el equipo en un lugar seco, libre de grasa, aceite o agua Antes de iniciar la labor verifique que el área se encuentre libre de objetos u obstáculos que impiden su desplazamiento o acceso. Seguridad Revise que la pantalla o careta no presente roturas que permitan el paso de la luz, y que el cristal contra radiaciones sea el conveniente de acuerdo a la intensidad o diámetro del electrodo. Revise el estado de los guantes de carnaza y peto o delantal. Verifique que no estén rotos o deteriorados de lo contrario reemplácelos inmediatamente.
INSPECCIÓN EN SITIO DE TRABAJOINCENDIO O EXPLOSIÓN Verifique que en el lugar donde se va a realizar la soldadura u el oxicorte no haya presencia de líquidos, gases, vapores, metales en polvo o polvos combustibles. Cuando el área de soldadura u oxicorte contiene gases, vapores o polvos, es necesario mantener perfectamente aireado y ventilado el lugar mientras se suelda o corta. • Al soldar u realizar el oxicorte revise en sus alrededores la presencia de materiales inflamables o de combustibles no protegidos. Verifique que el equipo de soldadura tenga su respectivo extintor y asegúrese que el soldador y el ayudante estén capacitados y entrenados en el manejo de estos.
INSPECCIÓN DE SEGURIDAD EN SITIO DE TRABAJO. VENTILACIÓN E ILUMINACIÓN • Antes de realizar la actividad de soldadura u oxicorte verifique que el área se encuentre con buena ventilación e iluminación
ANTES DE COMENZAR A REALIZAR LAS ACTIVIDADES DE SOLDADURA U OXICORTE TENGA PRESENTE LO SIGUIENTE La humedad entre el cuerpo y algo electrificado forma una línea a tierra que puede conducir corriente al cuerpo del soldador y producir un choque eléctrico. Asegúrese de conservar sus manos, vestimenta y lugar de trabajo continuamente secos. El soldador u ayudante no deberá estar sobre una poza o sobre suelo húmedo cuando suelda, como tampoco trabajar en un lugar húmedo.
TRANSPORTE DEL EQUIPO SOLDADURA Asegúrese que todos los conductores, tanto los de alimentación eléctrica al grupo, como los de soldadura, estén protegidos durante su transporte o utilización, contra posibles daños mecánicos. Al trasladar el equipo de soldadura utilice el casco de seguridad, botas con puntera reforzada dieléctrica y guantes de carnaza Asegúrese de desconectar los equipos de la red, antes de ser trasladados. Al trasladar el equipo empuje de él y al halar la manigueta hágalo en posición vertical. Antes del traslado del equipo de soldadura, verifique que las llantas no estén desinfladas o chuzadas y que tengan aislamiento de caucho. Antes del traslado del equipo asegúrese que los cables se encuentren enrollados y amarrados. Si observa algún cable o elemento dañado del equipo de soldadura deberá notificarse y repararse de modo inmediato, no debiendo ser utilizado bajo ningún concepto.
CONEXIÓN SEGURA DEL EQUIPO DE SOLDADURA En el equipo debe reconocerse un circuito primario y un circuito secundario. Las conexiones del equipo a la red (circuito primario) deben ser realizadas por un especialista eléctrico de AIA. Ubique los cables del equipo de soldadura de tal forma que no queden sobre charcos, superficies calientes, húmedas, rebordes filosos, o cualquier otro lugar que perjudique su aislamiento Ubique los cables altos del piso de tal forma que no sean pisados por vehículos, o que las chispas de la soldadura caigan sobre ellos. Los cables no deben cruzar una vía de circulación sin estar protegidos mediante apoyos de paso. La pinza de masa o retorno deberá estar rígidamente fijada a la pieza a soldar, debiendo minimizarse la distancia entre el punto a soldar y la citada pinza. Asegúrese de no apoyar la pinza sobre materiales conductores, siempre sobre materiales aislantes. Utilice guantes al colocar el electrodo y además al desconectar la máquina. Por ningún motivo utilice las estructuras metálicas de los edificios, tuberías, etc., como conductores de retorno, cuando éstos no sean la pieza a soldar.
SOLDADURA EN EL INTERIOR DE RECINTOS CERRADOS Cuando se trabaje en lugares estrechos o recintos de reducidas dimensiones, se insuflará continuamente aire fresco, nunca oxígeno, a fin de eliminar gases, vapores y humos. En caso de que no sea posible procurar una buena ventilación, se utilizarán equipos de protección respiratoria con aporte de aire. Utilizar ropa tanto interior como exterior difícilmente inflamable. Si la soldadura se debe realizar en espacios confinados, se deberá diligenciar el permiso para trabajos en espacios confinados Si los trabajos de soldadura se efectúan en lugares muy conductores (calderas, conducciones metálicas, túneles, etc.) no se emplearán tensiones superiores a 50 v, debiendo permanecer el equipo de soldadura en el exterior del recinto en que opere el trabajador.
NORMAS DE SEGURIDAD SOLDADURA El personal que realiza el trabajo de soldadura deberá utilizar pantalla protectora con cristales absorbentes paruma, guantes de carnaza, protectores auditivos, respirador con filtro para humos, camisa de manga larga, botas con puntera reforzada dieléctricas y mamparas de seguridad. Los trabajos de soldadura solo deben ser realizados por personal capacitado, entrenado y habilitado. Señalice y demarque el área de trabajo donde se realizará la soldadura El personal que realiza trabajos de soldadura no deberá utilizar cadenas, pulseras, anillos conductores de energía
NORMAS DE SEGURIDAD SOLDADURA Al escoriar o pulir la pieza utilice la careta de esmerilar o soldar. Al realizar la soldadura tanto el soldador como el ayudante deberán utilizar la pantalla protectora. En la soldadura eléctrica por arco, la tensión de trabajo es solo de 15 a 40 voltios aproximadamente, sin embargo, la tensión cuando el equipo trabaja en vacío, es decir, sin establecer el arco, puede ser mucho mayor. Siempre utilice la careta, así sea un punto que aplique de soldadura.
NORMAS DE SEGURIDAD SOLDADURA Cerciórese que los equipos de soldadura de arco eléctrico, el aparato de control esté encerrado menos la llanta de operación, las manivelas y las palancas Por ningún motivo deje conectada la máquina cuando se suspenda el trabajo o se realice un descanso. En caso de que en el lugar del proceso de soldadura hayan elementos inflamables o combustibles que no pueden ser trasladados a otro lugar, asegúrese de taparlos con material que no sea inflamable o combustible. Antes de aplicar la soldadura Asegúrese de leer en el manual cual es la resistencia, tipo de soldadura y el número de cordones que deberá aplicar. Antes de realizar el proceso de soldadura revise la ropa y verifique que no esté manchada con grasa, solventes, o cualquier sustancia inflamable.
NORMAS DE SEGURIDAD SOLDADURA Las aberturas en las paredes o el piso se deben cubrir con materiales a prueba de fuego. La pinza deberá estar lo suficientemente aislada y cuando este bajo tensión deberá tomarse con guantes. Verifique que todo alambrado eléctrico esté instalado y mantenido correctamente. No sobrecargue los cables de soldar Apague la máquina soldadora antes de hacer reparaciones o ajustes, para evitar choques. Las pinzas no se depositarán sobre materiales conductores. No se realizarán trabajos de soldadura utilizando lentes de contacto.
INSPECCIÓN DE LOS EQUIPOS DE OXICORTE Al inspeccionar los equipos de oxicorte utilice guantes de carnaza, botas con puntera reforzada dieléctrica, gafas de seguridad, casco de seguridad, protectores auditivos y paruma o delantal. Antes de realizar el procedimiento de oxicorte diligencie el permiso para trabajos en caliente y asegúrese que el inspector de obra en compañía del soldador verifiquen las condiciones mínimas de seguridad. Verifique que las mangueras de oxigeno y acetileno no estén rotas, fisuradas, empalmadas o con fugas. Revise que las válvulas de control de seguridad, dosificadora, de inyección, boquillas y mezcladores no tengan fugas o escapes de oxigeno y acetileno. Verifique que los cilindros de oxigeno y acetileno tengan sus respetivas capuchas para proteger las válvulas.
INSPECCIÓN DE LOS EQUIPOS DE OXICORTE Verifique que los reguladores de los manómetros no estén quebrados, sucios o deteriorados y que sean legibles para verificar la presión. Al revisar el equipo de oxicorte verifique que las llaves de paso de oxigeno y acetileno estén cerradas. Al abrir los cilindros se debe verificar que los reguladores tengan la presión en cero. Al abrir la llave del acetileno hágalo solo con un cuarto de vuelta y la de oxigeno dependiendo de la presión que necesite cortar. Asegúrese de revisar el equipo en un lugar seco y libre de grasa, aceite o agua
INSPECCIÓN DE LOS EQUIPOS DE OXICORTE Asegúrese de purgar las válvulas para arrastrar toda materia extraña que pueda dañar el reductor. Si se presentan dificultades con la válvula se debe devolver el cilindro antes de ponerlo en servicio. No se debe intentar reparar las mismas Verifique que al abrir la llave, el cortador no presente obstrucción. Verifique que los cilindros de acetileno y oxigeno tengan en buen estado el racor y cerciórese que no hayan fugas de gas. Verifique que en el sitio donde se va a realizar el proceso de oxicorte no haya presencia de líquidos inflamables o combustibles alrededor de 10 metros. De lo contrario limpie el área utilizando material no inflamable.
INSPECCIÓN DE LOS EQUIPOS DE OXICORTE Por ningún motivo realice empates de las mangueras con tubos de cobre. Al conectar la manguera a los manómetros, asegúrese de que la virola, no presente fugas y no utilice el teflón. Verifique que el área se encuentre libre de objetos u obstáculos que impiden su desplazamiento o acceso. Asegúrese de revisar las monogafas de oxicorte, verifique que no tenga el lente quebrado o sucio y que el caucho no esté picado. Revise el estado de los guantes de carnaza y paruma. Verifique que no estén rotos o deteriorados o de lo contrario reemplácelos.
TRANSPORTE DEL EQUIPO DE OXICORTE Antes del traslado del equipo asegúrese que las mangueras se encuentren enrollados y amarrados. Al trasladar los cilindros de oxigeno y acetileno, asegurarlos con cadenas. Antes del traslado del equipo de oxicorte, verifique que las llantas tengan aislamiento y se encuentren en buen estado y no esté desinfladas o chuzadas. Al trasladar el equipo empuje de él y no hale.
DISPOSICIONES PARA LA CORRECTA UTILIZACIÓN DE LOS CILINDROS Los reductores para oxigeno son conectados con tuercas y las de acetileno por medio de la grampa. Use la llave exacta para ajustar la tuerca que fija el reductor a la válvula del cilindro, una llave no apropiada, redondea la tuerca, por lo tanto no queda lo suficientemente apretada. Un excesivo ajuste puede por el contrario dañar los filetes de la tuerca debilitando la conexión.
DISPOSICIONES PARA LA CORRECTA UTILIZACIÓN DE LOS CILINDROS La válvula del reductor debe estar cerrada (manivela del tornillo girada hacia la izquierda hasta que quede libre) antes de abrir la del cilindro. Abra la válvula lentamente parado al costado del reductor. Nunca adelante ni atrás. Cuando el manómetro indique plena presión de oxigeno termine de abrir la válvula del cilindro. Con la llave especial (en caso de no poseer volante) abra la válvula del cilindro de acetileno una vuelta completa. Antes de hacerlo verifique que la válvula del reductor este cerrada. Verifique con agua jabonosa que no haya perdidas por el prensa de la válvula. Ajuste moderadamente las conexiones de las mangueras al soplete con llave exacta. Adquiera el habito de revisar su equipo periódicamente. Por ningún motivo aceite ni engrase el equipo oxiacetilénico de soldadura: el oxigeno tiene afinidad por los hidrocarburos. Se evitara con ello la posible combustión espontanea.
DISPOSICIONES PARA LA CORRECTA UTILIZACIÓN DE LOS CILINDROS Pruebe o controle las conexiones (reductor al cilindro, mangueras con los reductores y el soplete) en busca de perdidas. Busque perdidas cuando hay problemas en las conexiones y cada vez que cambie de cilindro. Si la perdida de alguna unión subsiste después de un fuerte apriete, desconéctela y repásela con un trapo limpio. De continuar haga reparar la unión. Cuando crea que la manguera esta dañada, verifique su estanqueidad sumergiéndola en un baldecon agua. Si aparece la perdida, corte la parte dañada y empálmela adecuadamente (los parches no son indicados para evitarlas; deben ser prohibidos). Las perdidas pueden provocar retrocesos y explosiones prematuras y es por ello que deben ser eliminadas.
DISPOSICIONES PARA LA CORRECTA UTILIZACION DE LOS CILINDROS Por la misma razón nunca intercambie la manguera de aire comprimido con la de oxigeno porque las primeras pueden contener aceite. Evite que las mangueras sea aplastadas por objetos pesados o quemadas por escorias calientes. El juego de mangueras individuales de oxigeno y acetileno deben ser unidas cada 60 cm. Aproximadamente para hacer las mas manuales. Coloque el soplete en lugar seguro. No lo cuelgue nunca del reductor o válvula de los cilindros y menos cuando este encendido, no hará mas que dañarlos o impedir el rápido cierre de las válvulas. Al terminar el trabajo, cierre la válvula del cilindro de oxigeno y la del cilindro o generador de acetileno. Purgue sopletes. Afloje los tornillos de regulación de los reductores de presión, así no quedan mangueras y equipos con presión. El manipuleo de los cilindros debe ser hecho siempre con cuidado especialmente con bajas temperaturas. No golpearlos ni exponerlos al calor.
DISPOSICIONES PARA LA SEGURIDAD DEL OPERADOR El operador debe usar gafas para proteger sus ojos de los pequeños trozos de metal y chispas que saltan en toda operación de corte y soldadura oxiacetilénica. Debe proteger sus manos contra quemaduras de chispas, escorias y golpes de calor usando guantes apropiados. El guante flojo es más cómodo y proporciona mayor ventilación y aislación que uno ajustado. Su largo deberá cubrir la muñeca y parte del antebrazo para evitar que las chispas se introduzcan por los bordes. El cuero tiene mayor efecto retardando al fuego que cualquier otro material y por consiguiente es menos propenso a quemarse por exposición al calor.
DISPOSICIONES PARA LA SEGURIDAD DEL OPERADOR No debe engrasar los guantes, cuando se endurezcan, reemplácelos por otros. La ropa engrasada expuesta al oxigeno arde rápidamente. Si están rasgadas o deshilachadas facilitan aun más esta posibilidad. Debe usar pantalón sin botamangas y las mangas de la camisa sin enrollar para evitar la retención de chispas en los dobleces. No debe encender el soplete con fósforos. Con la llave de acetileno del soplete abierta el gas que sale de su pico puede formar mezcla explosiva en torno de la mano que tiene el fósforo. Debe encenderse el soplete, abriendo primero el robinete de oxigeno y luego el de acetileno, después se regula la llama deseada. Debe apagarse el soplete, cerrando primero el robinete de acetileno y luego el de oxigeno. Tampoco debe reencenderse el soplete apagado valiéndose del metal caliente, pues no siempre enciende instantáneamente; dando lugar a la acumulación de gas que inflama violentamente
DISPOSICIONES PARA LA SEGURIDAD DEL OPERADOR Para encender el soplete lo mejor es utilizar una llama piloto. Esta forma de encendido puede prevenir terribles quemaduras. El área donde emplee el soplete debe ser bien ventilada para evitar la acumulación de las emanaciones. El bronce y el zinc principalmente producen fuertes emanaciones. La inhalación de esos gases produce la "fiebre de emanación de zinc" que provoca escalofríos, transpiración abundante, nauseas y dolor de cabeza que persisten durante 24 horas. Mientras realice el oxicorte no tenga fósforos ni encendedor en sus bolsillos. Debe usar gorra para proteger su cabeza. No se recomienda el uso de zapatos bajos pues es fácil que las escorias o chispas penetren con mayor facilidad que en un botín cuya caña esta cubierta por el pantalón.
DISPOSICIONES PARA LA SEGURIDAD DEL OPERADOR Coloque una bandeja con arena debajo del lugar de corte para recoger las chispas o escorias fundidas. Antes de cortar una pieza de hierro o acero asegúrese de que no vayan a caer escorias en algún lugar poco accesible donde puedan causar un principio de incendio. No trabaje sobre pisos de madera, pero si por fuerza mayor debiera hacerlo humedézcalo primero. El corte de recipientes cerrados lleva provocados muchos accidentes. En la mayoría de los casos pueden ser llenados con agua para desalojar los posibles gases que puedan contener y ventilar el lugar de corte para contrarrestar el calentamiento del aire interior. Durante el funcionamiento de un soplete cortador, una parte del oxigeno con el que se lo alimenta es consumida por la oxidación del metal, el excedente retorna a la atmósfera. Un trabajo de oxicorte realizado en un local de dimensiones pequeñas puede enriquecer peligrosamente la atmósfera, lo que podría ocasionar accidentes muy graves.
DISPOSICIONES PARA LA SEGURIDAD EN GENERAL El personal que realiza trabajos de oxicorte deberá dar aviso de los peligros tan pronto como los vea. El personal que realiza el oxicorte deberá verificar que el lugar de trabajo esté limpio y libre de objetos u obstáculos.
LO QUE NUNCA SE DEBE HACER Usar jamás oxigeno en lugar de aire comprimido en las aplicaciones especificas de este gas (sopletes de pintar, alimentación de herramientas neumáticas, etc.). Usar oxigeno o cualquier otro gas comprimido para enfriar su cuerpo o soplar el polvo de su ropa. Usar el contenido de un cilindro sin colocar el correspondiente reductor de presión. Lubricar las válvulas, reductor, manómetros y demás implementos utilizados con OXIGENO, ni tampoco lo manipule con guantes o manos sucias de aceites.
LO QUE NUNCA SE DEBE HACER Permitir que materiales combustibles sean puestos en contacto con el OXIGENO. Este es un gas no inflamable que desarrolla la combustión intensamente. Reacciona con grasas y lubricantes con gran desprendimiento de calor que puede llegar a la auto-inflamación. En otros casos basta una pequeña llama para provocarla. Utilizar un cilindro de gas comprimido sin identificar bien su contenido. De existir cualquier duda sobre su verdadero contenido devuélvalo inmediatamente a su proveedor. Utilizar los cilindros en instalaciones donde pueda existir la posibilidad de contaminación de ellos por retrocesos de substancias que forman parte del proceso, a menos que cuenten con retenciones apropiadas que lo impidan. Por ningún motivo olvide de notificar detalladamente al proveedor cuando por alguna extraña circunstancia el cilindro o su válvula se contamine con cualquier substancia o tipo de gas.
LO QUE NUNCA SE DEBE HACER permita que los gases comprimidos y el acetileno sean manipulados por personas inexpertas. Su uso requiere personal instruido y experimentado. Por ningún motivo conecte un regulador sin asegurarse previamente que las roscas son iguales. Por ningún motivo utilice gases inflamables directamente del cilindro sin reducir previamente la presión con un reductor adecuado. No devolver el cilindro con su válvula abierta. Esta debe ser cerrada cuidadosamente
EJECUCIÓN DEL OXICORTE Solo deberá realizar trabajos de oxicorte personal operador capacitado, entrenado y habilitado. Asegúrese de demarcar y señalizar el área donde se realizará el proceso de oxicorte. La válvula del reductor o soplete debe estar cerrada antes de abrir la del cilindro. Por ningún motivo permita que las mangueras sean pisadas, aplastadas por objetos pesados o quemadas por escorias calientes. Por ningún motivo introduzca los cilindros en espacios cerrados tales como molinos, tolvas, silos, hornos entre otros. Deben quedar siempre afuera de ellos y fuera de objetos que caigan o temperaturas altas.
EJECUCIÓN DEL OXICORTE Verifique que el equipo de oxicorte tenga su respectivo extintor y asegúrese que el operador esté capacitado y entrenado en el manejo de estos. Por ningún motivo use el contenido de un cilindro sin colocar el correspondiente reductor de presión. Por ningún motivo permita que materiales combustibles sean puestos en contacto con el oxígeno.
EJECUCIÓN DEL OXICORTE Asegúrese de colocar una bandeja con arena debajo del lugar de corte para recoger las chispas o escorias fundidas. Antes de realizar el proceso de oxicorte revise la ropa, guantes de carnaza y verifique que no esté manchada con grasa, solventes, o cualquier sustancia inflamable. Además hay que tener presente que la ropa húmeda se convierte en conductora. Por ningún motivo deje el soplete encendido en el suelo ni en la mesa.
EJECUCIÓN DEL OXICORTE Por ningún motivo lubrique las válvulas, reductor, manómetros y demás implementos utilizados con oxígeno, ni tampoco manipularlos con guantes o manos sucias de aceite. El operario de oxicorte debe ubicar el soplete en sentido contrario al viento. El área donde se emplee el soplete debe ser bien ventilada para evitar la acumulación de las emanaciones. Por ningún motivo use oxígeno o cualquier otro gas comprimido para enfriar su cuerpo o soplar en polvo de su ropa. Antes de comenzar con el oxicorte verifique que haya buena iluminación o de lo contrario informe inmediatamente.
Fijos. • · Móviles. • · Ventilación general • · Extracción incorporada en la pistola de soldadura • · Extracción incorporada en la pantalla de protección Sistema de prevención de humos de soldadura
Sistema de prevención de humos de soldadura Fijos. Móviles
Sistema de prevención de humos de soldadura Extracción incorporada en la pantalla de protección Extracción incorporada en la pistola de soldadura