Download
1 / 9
90 likes | 229 Views
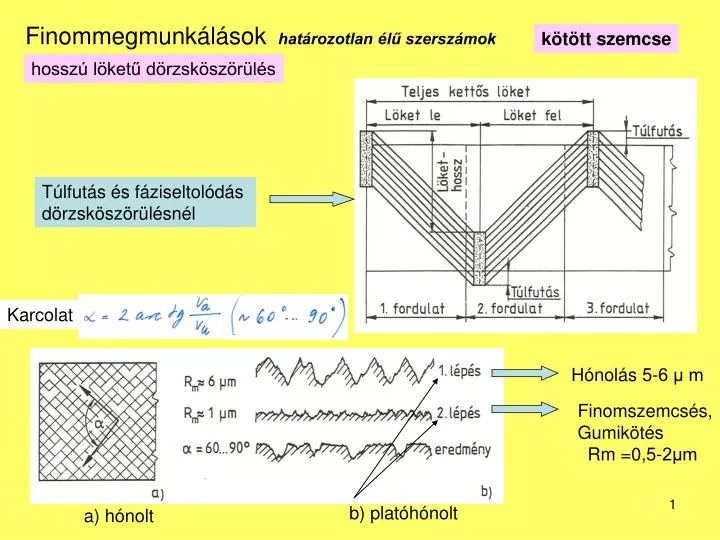
Finommegmunkálások határozotlan élű szerszámok. kötött szemcse. hosszú löketű dörzsköszörülés. Túlfutás és fáziseltolódás dörzsköszörülésnél. Karcolat. Hónolás 5-6 μ m. Finomszemcsés, Gumikötés Rm =0,5-2μm. b) platóhónolt. a) hónolt. Finommegmunkálások határozotlan élű szerszámok.

E N D
Finommegmunkálásokhatározotlan élű szerszámok kötött szemcse hosszú löketű dörzsköszörülés Túlfutás és fáziseltolódás dörzsköszörülésnél Karcolat Hónolás 5-6 μ m Finomszemcsés, Gumikötés Rm =0,5-2μm b) platóhónolt a) hónolt
Finommegmunkálásokhatározotlan élű szerszámok kötött szemcse rövid löketű dörzsköszörülés (szuperfiniselés) (tükörsimítás) Alkalmazás: elsősorban hengeres felületekhez. Anyagleválasztás: - köszörülőhasábok végzik, - sokkal finomabb szemcsézetűek, mint a hónolóhasábok, - gyakran szuperkemény. • Intenzív anyagleválasztás • később csökken, • anyag érdesíti a hasábot, • mdb és hasáb közötti mozgásviszony fontos.
Finommegmunkálásokhatározotlan élű szerszámok kötött szemcse rövid löketű dörzsköszörülés Mozgásviszonyok • forgácsoló mozgás: két részből tevődik össze • - a mdb kerületi sebessége (vw) (vu)+ • erre merőleges 1-6 mm lökethosszú rezgőmozgás (va) • (löketszámmal jellemezzük). • előtolómozgás, (vf,l) ha a mdb hosszabb, mint a hasáb a vu kerületi sebesség és az A amplitudójú rezgőmozgás következtében a köszörűszemcse szinusz-görbe alakú pályát ír le. Technológiai adatok:
Finommegmunkálások határozotlan élű szerszámok kötött szemcse rövid löketű dörzsköszörülés Javítja az alakhibát → 30-90%-al. Rmax=0,05. Előmunkálás ne legyen finom, mert nem érdesedik fel a felület. Jó öblítő és mosóhatás. Finom szemcsével dolgozva a felület fényes. • A fényesség fokozatai: • tükörfényes: • valósághű benne az újság • fényes: • olvasható benne az újság • mattfényes: • nem olvasható, de látszik • a betű • matt: • nem látszik a betű. A megmunkált felület kialakítása rövidlöketű dörzsköszörülésnél
Finommegmunkálások határozotlan élű szerszámok szabad szemcsék Tükrösítés Fényesítés Mágneses abrazív megmunkálás Tükrösítés (lapping – leppelés) • - folyadékba vagy pasztába kevert • - szabad köszörűszemcsével végzett forgácsolás, • amelynél a keveréket alakátvivő ellendarabra • visszük fel. • Ellendarab: a leppelő szerszám, amely a szemcsézet irányítatlan forgácsolópályán • vezeti. • Jelenleg a legfinomabb megmunkálási eljárás. • - Rendkívüli alakpontosság, méretpontosság és felületi érdesség érhető el vele. • Pontosság: a mdb keménységétől függetelenül IT 1-ig fokozható. • A felület különleges struktúrájú: nem karcokból, hanem kráterekből áll. • Matt vagy mattfényes és rendkívül kopásálló. (pl. mérőhasáb készítés)
Finommegmunkálások határozotlan élű szerszámok szabad szemcsék Tükrösítés • Finom szemcse, petróleum vagy olaj folyadék. • Elérhető Ra = 0,03 μm / átl. Rm = 0,1 – 0,3 μm • A technikailag elérhető legjobb értékek: • - alakhiba < 0,5 μm • - hengeresség ~ 0,2 μm • - kör alakhiba ~ 0,3 μm • - párhuzamosság ~ 0,15 μm Hengeres felületek tükrösítése: belső felület, b) külső felület tükrösítése Tükrösítéssel a lehető legpontosabb felület készíthető. a)tükrösítés előtt, b) tükrösítés után
Finommegmunkálásokhatározotlan élű szerszámok szabad szemcsék Tükrösítés Eljárásai • Fényesítő tükrösítés (polírozó leppelés) • Cél: normál leppelés készült matt vagy mattfényes felület kifényesítése. • - Főleg síkfelületeknél alk. (lézertükrök) • - Öntöttvas helyett réz, ón-, vagy műanyagtáska a szerszám • - Ultrafinom gyémántszemcse + vagy inkább púder • - A gyémántpúder néhány perc múlva kifényesít. • Búvártükrösítés (merülő leppelés) • - A mdb-ot áramló tükrösítő keverékbe függesztjük. • - A keverék áramoltatása gyakran mágneses mező alkalmazásával történik. • - Bármilyen felület tükrösíthető.
Finommegmunkálásokhatározotlan élű szerszámok szabad szemcsék Tükrösítés Eljárásai • Sugártükrösítés: • - Sok neve van: folyadéksugaras csiszolás • folyadéksugaras tükrösítés • leppelő szórás • anyagsugaras köszörülés • - A szemcsék hatásmechanizmusa és a felület struktúrája tükrösítésnek felel meg. • - Lényege: + a szemcséket tartalmazó folyadékot (petroelem,víz) • + megfelelően kialakított szórófejjel • + nagy sebességgel (600÷1000 m/s) • + nagy nyomással (0,4÷1 Mpa) • + ferdén a tükrösítendő felületre spricceljük. • - Érdességi csúcsok letörnek, kráterképződés → matt felület (narancshéj)
Finommegmunkálásokhatározotlan élű szerszámok szabad szemcsék Fényesítés (polírozás) • Olyan tükörfényes csillogó felületek előállítására való eljárás, amelyeknél az alak- és méretpontosság nem követelmény (pl. metallográfiai próbadarabok). • Lényege: • Nem merev, hanem lány rugalmas szerszámok alkalmasak, amelyek a felület egyenetlenségeit követni képesek. (pl. bőr, nemez, filc, flanel, pamut, gyapjúszövet). • Ezekből végtelenített szalagok, korongok, szilárd alátéttel ellátott tárcsán készülnek. • A felületükre finom köszörűszemcséket viszünk fel („feltöltjük).