Download
1 / 31
330 likes | 644 Views
Statistical Process Control Charts. Module 4. Goal. Monitor behaviour of process using measurements, to determine if operation is statistically stable stable properties not changing in time Mean Variance Stable operation doesn’t guarantee on-target operation. Approach.

E N D
Statistical Process Control Charts Module 4 K. McAuley
Goal • Monitor behaviour of process using measurements, to determine if operation is statistically stable • stable • properties not changing in time • Mean • Variance • Stable operation doesn’t guarantee on-target operation K. McAuley
Approach • A graphical form of hypothesis test • Calculate a test statistic, and compare to limits at a desired confidence level • Limits reflect background variability in process • common cause variation • If a significant point is detected (hypothesis that nothing has changed is rejected), examine process and look for assignable causes • special cause variation • Calculations are very simple because charts were designed before the computer age K. McAuley
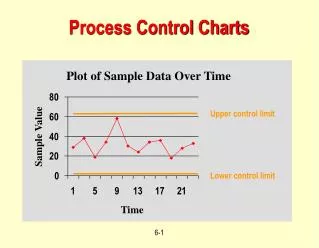
X-bar and R Charts significant change? look for assignable cause * UCL * * centre- line * * * * LCL sample number (or time) Note: Values required to calculate control limits are in Appendix of text K. McAuley
X-Bar Charts X-bar charts are used for testing stability of the mean operation • calculate averages from samples of size n taken at each time step • centre-line - determined from either • target or specification value • average of sample averages for data set collected when process was operating normally N 1 = å X X j N = j 1 K. McAuley
X-bar Charts Control Limits - determined using the average range during normal operation, which is a reflection of usual process variability Control limits: Because 3 ± = Also centre line A R with A 2 2 d n 2 K. McAuley
R-Charts Monitor range to determine whether variability is stable. Range provides an indication of dispersion, and is easy to calculate. • calculate range at regular intervals from samples of n elements • plot on chart with centre line and control limits • centre line - from reference data set, computed as average of observed sample ranges N 1 = å R R j N = j 1 K. McAuley
R-Charts • control limits - determined by looking at sampling properties of range computed from observations • control chart limits: • these limits are at the 99.7% confidence level (“3-sigma limits” for range) • D3 and D4 values are also in Appendix = UCL D R 4 = LCL D R 3 K. McAuley
Moving Range Charts How can we measure dispersion when we collect only one data point per sample? Answer - using the moving range - difference between adjacent sample values: Use this approach to - • obtain measure of dispersion for x-bar chart limits • monitor consistency of variation in the process - MR-chart = - MR X X - j j 1 K. McAuley
Using Moving Ranges for X-bar Limits Calculate average moving range from reference data set: Convert AMR into an estimate for the standard deviation using the constant “d2” for n=2 sample points: centre-line - use either a target value, or the average of the samples in the reference data set N 1 = = - å AMR M R X X - j j 1 - N 1 = j 2 M R ± centre line 3 1 . 128 K. McAuley
Monitoring Dispersion with Moving Ranges Use MR to monitor variability if you are only collecting one point per sample: • use average moving range from the reference data set as the centre line • chart limits are - • upper limit = D4 AMR • lower limit = D3 AMR K. McAuley
“Tuning the SPC Chart” The control limits and stopping rules influence: • false alarm rates • type I error from hypothesis testing • failure-to-detect rates • type II error from hypothesis testing When the number of data points per sample is fixed, there is a trade-off between false alarm and failure to detect rates. K. McAuley
Stopping Rules for Shewhart Charts Simplest stopping rule - • alarm and stop when one of the measured characteristics exceeds the upper or lower control limit • look for assignable causes • false alarm rate - - type I error probability • failure to detect rate - - type II error probability We can conduct numerical simulation experiments (Monte Carlo simulations) to identify - • how long, on average, it takes to detect a shift of a certain size after it has occurred • how long, on average, it takes before we receive a false alarm when no shift has occurred K. McAuley
Stopping Rules Simple stopping rules may lead to unacceptable false alarm rates, or failure to detect modest shifts We can modify the rules to address these short-comings - for example, look for: • consecutive points above or below a reference line (e.g., two standard dev’ns.) • cyclic patterns • linear trends One such set of guidelines are known as the Western Electric Stopping Rules. K. McAuley
Western Electric Stopping Rules 1) Stop if 2 out of 3 consecutive points are on the same side of the centre line, and more than 2 std. dev’ns from certain (warning lines) upper control limit * * 2 * * centre line K. McAuley
Western Electric Stopping Rules 2) 4 out of 5 consecutive points lie on one side of the centre line, and are more than 1 standard dev’n from the centre line upper control limit * * * * * * s 1 * X centre line * K. McAuley
Western Electric Stopping Rules 3) 8 consecutive points occurring on one side of the centre line upper control limit * * * * * * * * centre line * K. McAuley
Western Electric Stopping Rules Stop if one of the following Trend Patterns occur: upper control limit 7 consecutive rising points (or falling points) * * * * * * centre line * * K. McAuley
Western Electric Stopping Rules Trend Patterns - • cyclic patterns - cycling about the centre-line • periodic influence present in process? • clustering pattern near centre-line • sudden decrease in variance? • clustering near the control limits - • near the high limit • near the low limit • suggests two populations present in data, e.g., effect of two processing paths, two types of feed, day vs. night shift? K. McAuley
EWMA charts – Why do we use them? Shewhart Charts assume process is • assume common-cause variation at one sample time is independent of the variation at another time But what if it isn’t independent from one sample time to next sample time, as in many continuous chemical processes? • obtain misleading indication of process variance • mean and/or variance may appear to wander when in fact they haven’t changed m + e mean normally distributed random noise with zero mean, constant variance K. McAuley
Why do we need EWMA-type charts? EWMA type charts account for possible dependencies between the random components (common cause variation) in the data, and are thus more representative. Causes of time dependencies in the common cause variation - • inertia of process - fluctuations enter process and work their way through the process • e.g., fluctuations entering a waffle-batter mixing tank • drifting in sensors • e.g., small drifts in analytical equipment between recalibration K. McAuley
EWMA Charts … Exponentially Weighted Moving Average Use a moving average which weights recent values more heavily than older values • memory is adjustable via the weighting factor Exponentially Weighted Moving Average The x values can be averages or individual measurements = l + - l E x ( 1 ) E - t t t 1 = E target weighting factor 0 K. McAuley
Properties of EWMA’s To see exponential weighting, consider Common values for weighting are however the weighting factor can be any value between 0 and 1. Large weighting factor = short memory. 2 3 = l + - l l + - l l + - l l + E x ( 1 ) x ( 1 ) x ( 1 ) x K - - - t t t 1 t 2 t 3 = for 0 . 3 , l = + + + + E 0 . 3 x 0 . 21 x 0 . 15 x 0 . 1 x K - - - t t t 1 t 2 t 3 £ l £ 0 . 1 0 . 3 K. McAuley
Properties of EWMA’s For a charted characteristic, Mean Variance (as t becomes large) where are properties of the characteristic being charted. For example, if we are charting the sample average, = m E { E } t 2 s l = Var ( E ) t - l 2 m = m = m X X K. McAuley
EWMA Control Limits Using the statistical properties of the EWMA’s, choose control chart limits as: s X = with s for charting sample averages n = s sample standard devn. of process X K. McAuley
Process Capability … can be defined using concepts from Normal distribution Concept - compare specification limits to statistical variation in process • apply to a process whose statistical characteristics are stable Question • does the range of inherent process variation lie within the specification limits? • if specification limits are smaller, then we can expect to have too many defects - values lying outside spec limits K. McAuley
Process Capability Specification limits • operate between lower specification limit (LSL) and upper specification limit (USL) Statistical variation • 99.73% of values for Normal distribution are contained in +/- 3 99.73% of values lie in interval of width 6 Cp : • defined as - USL LSL = C p s 6 K. McAuley
Process Capability Interpretation • process capability < 1 implies that product specification limits are smaller than the range of inherent variation • process is NOT CAPABLE of meeting specifications • Cp value of 1.3 - 1.4 indicates process is capable of meeting specifications a sufficiently large proportion of time K. McAuley
Process Capability Capability Index Cpk • previous definition of Cp hopes that operation is on target (mean = target value) so that specification interval and statistical variation intervals are centred at same point • if mean operating point is closer to one of the specification limits, we can expect more defects due to statistical variation, and Cp provides misleading indication in this instance • solution - compare distance between mean and spec limit to 3, for each spec limit and select whichever is smaller K. McAuley
Process Capability Capability Index Cpk • definition Example - measurements of top surface colour of 49 pancakes • sample average = 46.75 • sample standard deviation s = 3.50 • LSL = 43, USL = 53 - - USL x x LSL ì ü = C minimum , í ý pk s s î þ 3 3 K. McAuley
Process Capability Example • indices: Interpretation - current performance is unacceptable, and process is not capable of meeting specifications. - - USL LSL ( 53 43 ) = = = C 0 . 48 p s 6 6 ( 3 . 50 ) - - - - x LSL USL x ( 46 . 75 43 ) ( 53 46 . 75 ) = = C min( , ) min( , ) pk s s 3 3 3 ( 3 . 50 ) 3 ( 3 . 50 ) = 0 . 36 K. McAuley