Download
1 / 31
310 likes | 384 Views
Multi-objective Mathematical Models for Process Targeting. S. O. Duffuaa, M. Darwish and A. Haroun Systems Engineering Department King Fahd University Of Petroleum & Minerals. Outline. Introduction Literature Review Problem Statement Project Objectives

E N D
Multi-objective Mathematical Models for Process Targeting S. O. Duffuaa, M. Darwish and A. Haroun Systems Engineering Department King Fahd University Of Petroleum & Minerals
Outline • Introduction • Literature Review • Problem Statement • Project Objectives • Outline of Preliminary Modeling Direction • Possible algorithms • Conclusions and Remarks
Introduction… L µ
Introduction Process Targeting (PT) • The problem of PT concerns with the determination of the optimum values of the process parameters to optimize certain objective. • The importance of PT is to ensure that a process produces products that not only satisfy customer needs, but also with a minimum production cost. • Research in PT started in the early fifties with the CAN filling problems. Cont…
Introduction • A basic ‘CAN’ filling problem is as follows: • The quality characteristic is assumed to be the net weight of the filled CAN. • The value of this quality characteristic is a random variable X, and it has a lower specification limit (LSL)L. • A 100% inspection is used for product quality control and it is assumed to be error free. • An item is accepted if X ≥ L and defective otherwise. Accepted items are sold at a fixed price a, while rejected items are sold at a reduced price r. Cont…
Introduction… • Now, if the process mean is set higher, the chance of producing defective items will reduce, however, this may result in a higher production cost. L µ
Introduction • Y approximately follows a normal distribution with mean μ and standard deviation σ. • The objective is to find the target value μ so that the net income for the process is maximized.
Literature Review • C. Springer (1951): The problem was to find the mean for a canning process in order to minimize the cost. The price for producing under/over filled cans are assumed to be different. • Hunter and Kartha (1977) addressed the problem of finding the optimal process mean (that maximizes the expected profit per item) with only a specified lower limit in which under-filled items are sold at reduced prices. They also assumed that conforming items are sold at a fixed price with a penalty cost due to excess in quality. • Golhar (1987) extended the model in Hunter and Kartha (1977) such that under-filled cans are reprocessed (emptied and refilled at a reprocessing cost). Cont…
Literature Review • Golhar and Pollock (1988) extended the model in Golhar (1987) for the case where the ingredient was assumed to be expensive. For this reason, the process mean and the USL were determined. • M. A. Rahim and P. K. Banerjee (1988) considered the process where the system has a linear drift (e.g., tool wear etc). Cont…
Literature Review • Taguchi, Elsayed and Hsiang (1989) proposed a loss function approach as a measure of quality, and its use in determining product specification, target values of product characteristics and desired tolerances relevant to target value. • O. Carlsson (1989): determined, for the case of two quality characteristics, the optimum process mean under acceptance variable sampling. • R. Schmidt & P. Pfeifer (1989): investigated the effects on cost savings from variance reduction. Cont…
Literature Review • Boucher and Jafari (1991) extended the line of research by evaluating the problem of finding the optimum target value under a sampling plan as opposed to 100% inspection. Two conditions were examined, (1) when sampling results in destructive testing and (2) when the testing is nondestructive. • Arcelus and Rahim (1994) developed a model for joint determination of target value for variable and attribute quality characteristics under inspection sampling plan. • Al-Sultan (1994) extended the model of Boucher and Jafari (1991) to the case of two machines in series processing a product. • Liu, Tang and Chun (1995)considered the case of a filling process with limited capacity constraint. Cont…
Literature Review • F. J. Arcelus (1996) introduced the consistency criteria in the targeting problem. • J. Roan, L. Gong & K. Tang (1997) considered production decisions such as production setup and raw material procurement policies. • Min Koo Lee & Joon Soon Jang (1997) developed the model for multi-class screening case. • Arcelus (1997) developed a targeting model where he considered two objectives which are uniformity of the product and conformance to specifications. • Sung Hoon Hong & E. A. Elsayed (1999) studied the effect of measurement error for targeting problem. Cont…
Literature Review • Wen and Mergen developed a process targeting cost model to determine otimal process target (mean). • Al-Sultan and Pulak (2000) extended Golhar’s (1987) model for the case of two-stage manufacturing process, also it is modified version of Al-Sultan’s (1994) model with 100% inspection. • Teeravaraprug and Cho (2002) studied the multivariate quality loss function to incorporate the customer’s overall perception of product quality into design. • Ferrell Chhoker (2002) presented a sequence of models that addressed 100% inspection and single sampling, with and without error when a Taguchi quadratic loss function is used. Cont…
Literature Review • Duffuaa and Siddiqui (2002) developed a process targeting model for three class screening problem by incorporating product uniformity, extended work in the literature by incorporating a measurement error present in inspection systems. • S. O. Duffuaa and A. W. Siddiqui (2003) developed a process targeting model for a three-class screening problem in which measurement errors exist. To reduce the effect of measurement errors, they introduced the concept of cut-off points. These cut-off points are considered to be the decision variables. • Bowling etc al (2003) developed the general form of a Markovian model for optimum process target levels within the framework of a multi-stage serial production system.
Literature Review • Chung Chen (2003) modified Wen and Mergen model for determining the optimum process mean for an indirect quality characteristics. • Darwish and Duffuaa (2004) develop a modelto determine simultaneously the optimal process target and inspection plan parameters. • Chung Chen (2005) modified Wen and Mergen model for determining the optimum process mean for a process with a Log-normal distribution.
Literature Review • Chung Chen (2006) modified Wen and Mergen model for determining the optimum process mean using a mixed quality loss. • Duffuaa, Kolus and Alturki (2006) extended process targeting models to processes in series with dependent quality characteristics.
PTP Development • Extensions of cost models. • Introduction of drift in the process. • Two quality characteristics ( Variable and attribute). • Introduction of different quality control plans ( 100% inspection versus inspection plans). • Indirect measurement of quality characteristic
PTP Development • Error in measurement and inspection • Two processes on two characteristics. • Uniformity criteria (Taguchi Quadratic loss function). • Simultaneous optimization of process parameters and quality control schemes parameters. • Multiple criteria
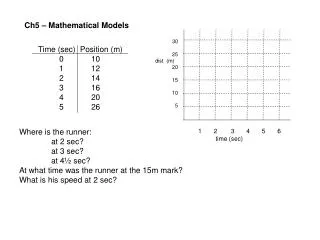
Problem Statement • Consider an industrial process in which items are produced continuously. An example is the can filling problem. The quality characteristic is the net weight of the material in the can and in a painting problem the quality characteristic could be the thickness of the paint. • Let Y be the measured quality characteristic of the product that has a lower specification limit L and a target value T = L + δ. • The net selling price of a product that meets specification is a $ and the selling price for a rejected item perhaps after processing is r $ (r < a). Cont…
Problem Statement • Let g be the excess quality measured for accepted item ( g > 0). The problem under consideration is to find the optimal process parameters that optimize the following three objectives: • Maximizing net income. • Maximizing net profit. • Maximize process yield or conformance to specifications. • Maximizing product uniformity. Cont…
Project Objectives • Develop a multi-objective process targeting model for the problem defined earlier using 100% inspection as a mean for product quality control assuming perfect inspection. • Develop a multi-objective process targeting model for the problem defined above using acceptance sampling as a mean for product quality control assuming perfect inspection. Cont…
Project Objectives • Generalize the two models developed in objectives 1 and 2 to situations where inspection error is present. • Study the effect of the inspection errors on the optimal parameters of the models
Project Objectives • Assumptions: • Same assumptions as Hartha and Kartha Model • One quality characteristics • Approximately normally distributed with mean µ and known variance 2. • Characteristics has a lower specification limit L. • All items meeting specification are sold at price a • Items not meeting specification are sold at a reduced price r. • No drift in the process at the beginning this could be relaxed.
Multi Objective Optimization • Min ( f1(X),f2(X), …, fn(X)) Subject to: X ε S • Optimality condition • Pareto optimality. (Vilferdo Pareto 1848- 1923) • Non-inferior set • Efficient set • Edgeworth (1881)
Solution Approach • Multi-objective model requires a decent approach to achieve Pareto optimality • Weighted sum approach • Constraints approach • Goal programming. • Value (Utility) function approach.
Solution Approach • Multi-objective model requires a decent approach to achieve Pareto optimality • Non-preference methods • Posterior Methods • A prior methods • Interactive methods.
Non-preference methods • Methods of global criteria • Minimize the distance from an ideal reference number using an L-p norm. • Proximal Bundle Method • Move in the direction where all objectives decrease. Termination is done when certain level of accuracy reached.
A Posteriori methods • Weighting method • ε- constraint method • Hybrid methods • Weighted metric
A Priori methods • Value ( Utility) function value. • Lexicographic ordering. • Goal programming.
Concluding Remarks • PTP is an active area of research in quality for over a half century. • No serious work has been done in modeling the PTP as a multi objective optimization model up to the project team members knowledge. • Multi-objective optimization is expected to reveal new insights in this problem and open new doors of research.
Questions & Comments Thank You