Download
1 / 24
250 likes | 470 Views
Treatment of Waste Brine from a Brackish Reverse Osmosis Plant. El Paso Water Utilities and Fort Bliss Eastside Brackish Groundwater Desalination Facility Joel C. Rife, P.E., DEE September 16, 2002. HEAD WATERS OF COLORADO RIVER. REAL BIG PIPE. REAL BIG PUMPS.

E N D
Treatment of Waste Brine from a Brackish Reverse Osmosis Plant El Paso Water Utilities and Fort Bliss Eastside Brackish Groundwater Desalination Facility Joel C. Rife, P.E., DEE September 16, 2002
HEAD WATERS OF COLORADO RIVER REAL BIG PIPE REAL BIG PUMPS CONFLUENCE OF OHIO AND MISSISSIPPI RIVERS
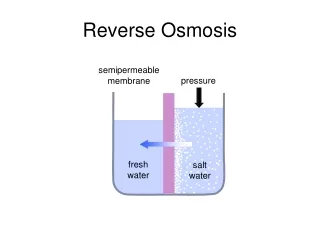
Brackish Water Treatment Becoming Feasible • Membrane Technologies More Affordable • Problem is What to do with the Waste Reject Water • Direct Discharge Not An Option • Activated Sludge Microbes Have No Interest In TDS • Historically Hasn’t Been a Problem with Desalination Plants (Dump in Ocean)
Brackish RO Facility Design Criteria Permeate Flow (Drinking Water to Storage) 18 MGD Evaporation/Concentration Options • RO Plant Recovery 90 Percent • TDS in Reject 11,000 mg/L • Reject Flow 1.8 MGD Deep Well Disposal Option • Recovery 85 percent (permitting constraints – max. allowable TDS) • TDS in reject 8,000 mg/L • Reject flow 3.2 MGD
Evaporation Options • Full-Scale Evaporation Ponds • Turbo-Mist Evaporator and Pond System • TNRCC Pond Liner Requirements - Clay w/permeability <1 x 107 cm/sec - Plastic liner with leak detection
Full-Scale Evaporation Ponds • Designed for 5 Consecutive “Critical” Years Storage per TNRCC Requirements • 5-Foot Depth • 431 Acres • Compared Single Pond vs. 4-cell vs. 15-cell • Recommendation – 4-cell • 60-mil HDPE Liner
Turbo-Mist Evaporator and Pond • Proprietary Machine by Slimline Mfg. LTD • Nozzles in Ring at End of 100 MPH Wind • Pilot Test Found 15-20% Water Evaporated Through Turbo-Mist Units • Wind Must Remain Below 10 MPH to Prevent Excessive Drift • 3000 Connected HP
Cost ComparisonEvaporation Options Full-Scale Evaporation Pond • Capital Cost $25.42 Million • 20-yr Present Worth $44.36 Million Turbo-Mist and Pond • Capital Cost $13.8 Million • 20-yr Present Worth $56.74 Million
Deep Well Disposal Evaluation Criteria • Depth • Confining Zone • Simplicity of Geological Structure • Risk of Inducing Seismicity • Injection Zone TDS • One-Hour Pressure Buildup • Distance Traveled After 30 Years
Deep Well Disposal • Capital Cost $9.69 Million • 20-yr Present Worth $27.69 Million • Cost Significantly Less Than Evaporation Regulatory Requirements Are a Concern: • Well Classification Delay Until Hydrogeology and Water Chemistry are Characterized • Permit (Extensive Public Participation) • Authorization by Rule (Less of a Delay)
Solar Gradient PondsEvolved From Conceptual Zero-Discharge RO Plant Product Water Concentrator RO Evaporator
Solar Gradient Ponds • Effective for Seawater RO Brine Disposal – 60 Installations World-Wide • Thermal Energy Can Be Used For Heating or To Produce Electricity • Capital Cost $35.2 Million Cost Comparison per 1000 Gallons Delivered RO With Full-Scale Evaporation $1.95 RO With Deep Well Disposal $1.46 RO With Solar Gradient Ponds $2.04
Membrane Concentrator System • Goal: Decrease Reject Volume While Deep Well Permitting Process is Completed • Challenge: “Treat the Untreatable” • Solution: Pretreatment Prior to Further Concentration by Reverse Osmosis Pretreatment Options Investigated: • Lime Softening • High-Rate Nanofiltration
Lime Softening Pretreatment • Objective is to Reduce Silica and Carbonate Hardness Back to Original Brackish Reject Water Concentrations • Use of Magnesium Salts for Silica Removal Common Practice for Boiler Feed Water • Lack of Data for Treatment of High Silica Concentrations • Jar Testing Required to Prove Out Silica Removal and Determine Dosage Requirements
Results of Lime Treatment Jar Testing • Silica and Hardness Removal Goals Achieved with Lime Only • Recirculated Lime Floc Critical • Further Reductions of Silica with Magnesium Salt Addition • Polymer Required to Achieve Acceptable Silt Density Index (<3) • Barium Still a Problem – Final RO Recovery of 60% Due to High Barium
High-Rate NF Softening Option • Suggested by Osmonics Based on Successful Oil Field Experiments • Concept is to Remove Cations (Ca, Mg, Fe, Ba) That Act as Nucleating Sites for Silica, While Passing Silica • “Slick” Single Pass Membrane is Key to Prevent Silica Buildup On Membrane • Successful Bench Scale Experiment Conducted on Simulated Reject