Download
1 / 57
570 likes | 679 Views
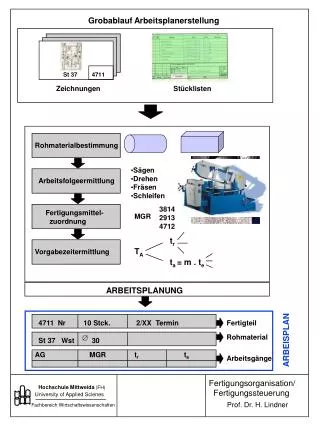
6. Kapazitätsplanung -und steuerung. qualitative + quantitative Zuordnung der Produktionsfaktoren. Mensch, Betriebsmittel,Werkstoffe zwecks optimaler Wertschöpfung entsprechend dem Fertigungsauftrag. Kapazität. Kapazität. Mensch. Betriebsmittel. Werkstoffe. Ziel. Betriebsmittel.

E N D
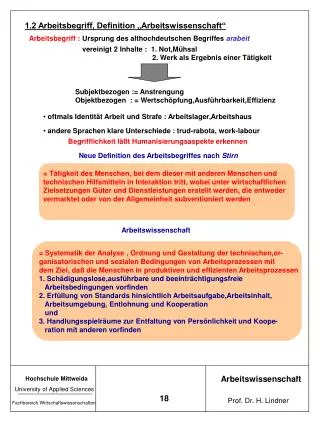
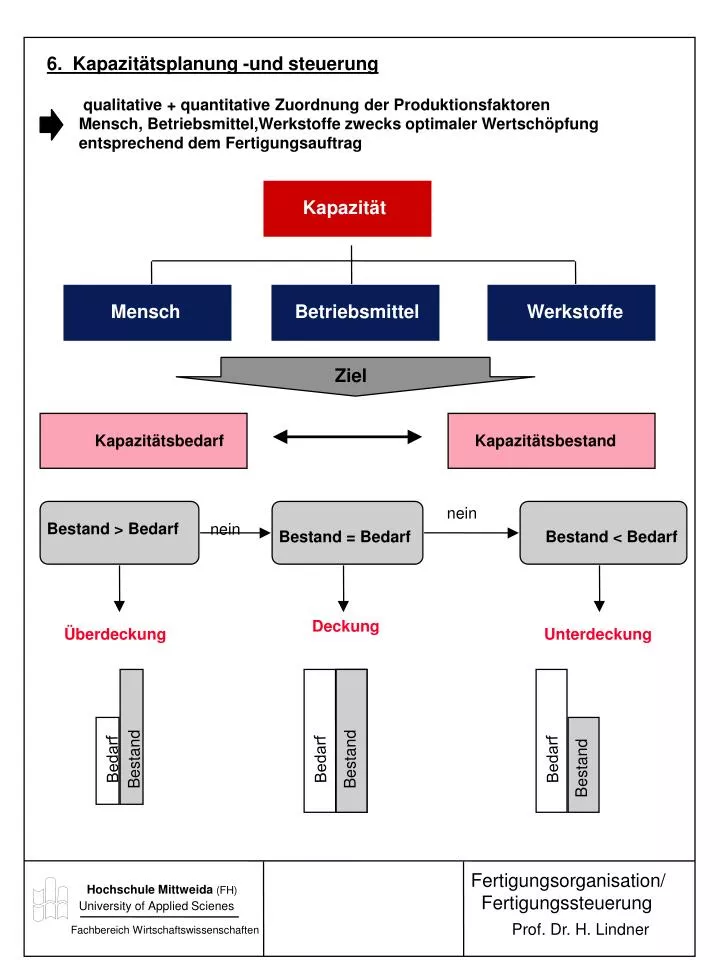
6. Kapazitätsplanung -und steuerung qualitative + quantitative Zuordnung der Produktionsfaktoren Mensch, Betriebsmittel,Werkstoffe zwecks optimaler Wertschöpfung entsprechend dem Fertigungsauftrag Kapazität Kapazität Mensch Betriebsmittel Werkstoffe Ziel Betriebsmittel Kapazitätsbedarf Kapazitätsbestand nein Bestand > Bedarf nein Bestand = Bedarf Bestand < Bedarf Deckung Überdeckung Unterdeckung Bedarf Bestand Bedarf Bestand Bedarf Bestand Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Kapazitätssteuerung Arbeitsplätze personell besetzen Kapazitäten durch Aufträge belegen Kapazitäten bereitstellen Kapazitätsbedarf . 100% Auslastungsgrad = Kapazitätsbestand Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
h = ES 8 , 0 × Schicht Betriebsmi ttel Schichten = S 2 d d = AP 22 mon 6.1 Algorithmus zur determinisitischen Ermittlung des Betriebsmittel- bedarfs • ES : theoretischer Einsatz eines Betriebs- mittels je Schicht • S : Anzahl der Schichten je Arbeitstag 1 Anzahl Arbeitstage einer Periode • AP : Betriebsmittelbestandsdaten eingeben • GB BAus : Ausfallgrad der Betriebsmittelgruppe • GB Ubr : Unterbrechungsgrad einer Betriebs- mittelgruppe • ZG: : durchschnittlicher Zeitgrad der Betriebs- mittelgruppe zu GB BAus : infolge technischer Ausfälle ist BM außer Ein- satz ; (Maschinenschäden,Instandhaltung, In- spektion + Wartung; Verhältnis theoreti- scher Einsatzzeit/ Summe technischer Ausfälle = GB BAus zu GBUbr : infolge Abwesenheit des Menschen ist BM außer Einsatz (Betriebsversammlung, Zuspät- kommen,Krankheit) zu ZG : Prozentangabe, um die die Belegungszeiten des BM üblicherweise unterboten werden Schaffung von Zeitreserven Beispiel GBBAus = 6,7 % GBUbr = 8,3 % ZG = 126 % Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
æ ö æ ö G G * ç ÷ ç ÷ BAus BUbr = - - p 1 1 ç ÷ ç ÷ 100% 100% è ø è ø B = × × q ES AS AP BT * = × q q q BR BT B æ ö æ ö * 6 , 7% 8 , 3% ç ÷ ç ÷ p = - - = B 1 1 0 , 86 è ø è ø 100% 100% min h min Schichten d = × × × = q 8 , 0 60 2 22 21120 × × Schicht B h d mon mon B BT min min = × = q 21120 0 , 86 18163 × × mon B mon B BR • p*B : Planungsfaktor einer Betriebsmittel- gruppe (Verhältnis von realen zu theoretischen Kapazitätsbestand) 2. unter Berücksichtigung von Ausfallgrad und Unterbrechungsgrad ergibt sich : Berechnung des theoretischen und realen Kapazitätsbestand des Betriebsmittels • qBT : theoretischer Kapazitätsbestand eines Betriebsmittels • qBR : realer Kapazitätsbestand eines Betriebsmittels Beispiel Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
= + × T t m t bB rB eB min Stck . min. min = + × = T 80 400 36 14480 Auftr . Auftr . Stck . Auftr . bB 1 min Stck . min min = + × = T 75 380 45 17175 Auftr . Auftr . Stck . Auftr . bB 2 min Stck . min min = + × = T 60 210 38 8040 Auftr . Auftr . Stck . Auftr . bB 3 min Stck . min min = + × = T 55 350 50 17555 Auftr . Auftr . Stck . Auftr . bB 4 min Stck . min min = + × = T 60 170 60 10260 Auftr . Auftr . Stck . Auftr . bB 5 Lfd Nr. . Auftrags Nr. Auftrags- menge m Stück/Auf- trag) Betriebsmittel rüstzeit trB (min./Auftrag) Betriebsmittel- zeit je Einheit teB (min./Einheit) . 3 Planungs - und Auftragsdaten sowie Daten für zusätzliche Nutzung eingeben 1 6218 400 80 36 380 75 45 2 6935 3 5148 210 60 38 4 3200 350 55 50 5 2392 170 60 42 Zuschlagprozentsatz für zusätzliche Nutzung ZBZ = 6,8 % 4 zeitlichen Auftragsbedarf CBA berechnen Beispiel Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
n = å C T bB BA = i 1 n Z BZ = × C C 100% BZ BA min 6 , 8% min = × = C 67510 4591 mon 100% mon BZ = + C C C BE BA BZ C BE = n ZG BE × q 100% BT Beispiel 5 Bererechnung des Zeitlichen Zusatzberdarfs CBZ Beispiel 6 Berechnung des zeitlichen und zahlenmäßigen Einsatzbedarfs CBE und nBE Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
min min min = + = C 67510 4591 72101 mon mon mon BE min 72101 mon = = n 2 , 71 Betriebsmi ttel min 126% BE × 21120 × mon B 100% C BE = C G BV BUbr - 1 100% C BV = n ZG BV × q 100% BT min 72101 min mon = = C 78627 8 , 3% mon BV - 1 100% 78627 = = n 2 , 95 Betriebsmi ttel min 126% BV × 21129 × mon B 100% Beispiel 7 zeitlichen und zahlenmäßigen ^Verfügbarkeitsbedarf berechnen CBV und nBV Beispiel Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
æ ö 1 ç ÷ = - n n 1 ç ÷ p è ø B Re s BE B æ ö 1 ç ÷ = - = n 2 , 71 1 0 , 44 Betriebsmi ttel è ø 0 , 86 B Re s C BE = n ZG BBr × q 100% BR min 71101 mon = = n 3 , 2 Betriebsmi ttel min 126% BBr × 18163 × mon B 100% 8 Reservebedarf berechnen nBRes Beispiel 8 Bruttobedarf an Betriebsmitteln nBBr Beispiel Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
7.Losgröße Lageraufträge Kundenaufträge Geplante Jahresproduktionsmenge Fertigung im Laufe der Planperiode in kleinen zusammenhängenden Stückzahlen (mehrere Lose ) ? komplett "hintereinander" fertigen ? (1 Los) Def .: Los : Menge an konstruktiv gleichartigen Teilen/Werk-stücken/Baugruppen, an denen in zusammenhängender Folge die Fertigung unter Gewährung einer einmaligen Vorbereitungs- und Abschlußzeit durchgeführt wird Vorteil: Vorteil: Verringerung der Stückkosten durch Verteilung des Vorbereitungs- und Abschlußaufwandes auf eine „ große“ Gesamtstückzahl Verringerung der Kapitalbindungs- und Lagerhaltungskosten - Nachteil: Nachteil: hohe Kapital- und Lagerhaltungskosten durch Vorhalten von Fertigungsmaterialien uns Fertigwarenbestände bis zum Verkauf Anstieg der Stückkosten durch mehrmaligen Vorbereitungs- und Abschlußaufwand Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
Einflußfaktoren zur Bestimmung der Losgröße ökonomische Faktoren konstante Stückkosten • Kosten für Ausführung der jeweiligen Arbeitsgänge variable Stückkosten • Kosten für Vorbereitung und Abschluß eines Loses; sie verteilen sich auf verschiedene Stückzahl/ Los Kapitalbindungskosten • Kosten zur Finanzierung der Umlaufmittelbestände (Kapitalbindung) innerhalb der Fertigung; ergeben sich aus der Verweildauer der zu bearbeitenden Teile in der Fertigung Lagerhaltungskosten • Zwischenlagerung,Transport,Umschlag während • des Durchlaufes in der Fertigung Technische und technologische Faktoren Fassungskapazität der Transport- und Umschlagsysteme • kann Lösgröße verändern • Trocknung, Veredlung usw. können Losgröße unter • Beachtung der zur Verfügung stehenden Zeit • begrenzen Verfahrensdauer innerhalb der Prozesse • portionierte Materiallieferung kann obere und untere • Losgröße begrenzen ; wenn Anlifgerungsrhythmus • = Verbrauchsrhythmus ist Materialpuffer zwecks • Harmonisierung der Fertigung erforderlich Rhythmizität und Menge der Materialanlieferung Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
Bedeutung der Losgrößenbildung • aus logistischer Sicht bedeutsam für Kostenentwicklung im Fertigungsprozeß • bei kundenorientierter Auftragsbildung ( Werkstattfertigung) gewinnt Losgrößen- • bildung an Bedeutung • besonders wichtig bei Lagerauftragsfertigung Durchlaufzeitverkürzung und Kostenminimierung sind und bleiben die entscheidenden wettbewerbsrelevanten Kriterien im Rahmen der Globalisierung der Märkte und der Produktions- stätten Bsp.: European Aeronautic Defence and Space Company EADS Construcciones Aeronauticas Spanien Daimler Crysler Aerospace Deutschland Aerospatiale Matra Frankreich - 87.000 Mitarbeiter - 22,5 Mrd. Euro Umsatz 1999 - 90 Standorte in Deutschland,England,Frankreich, Spanien - 90% des Umsatzes werden in gemeinschaftlichen Strukturen erwirtschaftet Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
Nummer 1 bei Hubschraubern Nummer 1 kommerzielle Trägerraketen Nummer 2 Zivilflugzeuge Nummer 2 Lenkflugkörper Nummer 3 Satelliten Nummer 4 Militärflugzeuge Weltweit : Fertigungsorganisation/ Fertigungssteuerung Hochschule Mittweida (FH) University of Applied Scienes Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Fertigungsorganisation/ Fertigungssteuerung Hochschule Mittweida (FH) University of Applied Scienes Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Fertigungsorganisation/ Fertigungssteuerung Hochschule Mittweida (FH) University of Applied Scienes Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Fertigungsorganisation/ Fertigungssteuerung Hochschule Mittweida (FH) University of Applied Scienes Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Fertigungsorganisation/ Fertigungssteuerung Hochschule Mittweida (FH) University of Applied Scienes Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
7.1 Optimale Losgröße ,/ Grochla,E.: Grundlagen der Materialwirtschaft,Wiesbaden 89; REFA Methodenlehre der Planung und Steuerung T.3, Blohm, Beer,Silber: Produktionswirtschaft, Tysiak,W.: Einführung in die Fertigungswirtschaft, München 2000/ 7.1.1 Statische Losgrößenoptimierung ( Andler 1929) Annahme: • Produktion eines einzelnen Gutes bei konstanter Bedarfsrate • ( in Planungsperiode wird konstanter Bedarf vorausgesetzt) • es existieren keine Produktions- und Lagerrestriktionen • ( Produktion und Lagerung beliebiger Mengen) • einstufiger Produktionsprozeß • keine Fehlmengen • sämtliche Kosten sind bekannt und ändern sich in Planungs- • periode nicht • Produktionszeit wird außer acht gelassen Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
K Æ B , Kosten (DM/ Stck.) Kapitalbindungs - und Lagerhaltungskosten Gesamtkosten Kopt Stückkosten xopt Losgröße (Stck./Los) Kenngrößen zur Bestimmung der optimalen Losgröße • mK Kundenauftragsmenge (Stck./Jahr) • m losbezogene Jahresproduktionsmenge (Stck./Jahr . Lose) • KL Gesamtproduktionskosten je Los (DM/Los) • KPS Gesamtproduktionskosten je Stück (DM/Stück) • KPB Kosten für Herstellung Produktionsbereitschaft je Los ( DM/Los) • KS Stückkosten (Herstellkosten) (DM/Stück) • KB Kapitalbindung je Los Durchschnittliche Kapitalbindung je Los (DM/Los) • KBK durchschnittliche Kapitalbindungskosten im Jahr (DM/Jahr . Los ) • Kges Jahresgesamtkosten) DM)Jahr) • p durchschnittlicher Jahreskostensatz zur Berechnung der Kapitalbindungs- und • Lagerhaltungskosten (%/Jahr) • x Anzahl Stück pro Los ( Stck./Jahr) Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
+ × K K x K K L PB S PB = = = + K K x x x PS S K 100 PB = + = + = - = - K K ; K 10 110 . DM / Stck . ; K 20 . DM / Stck . x 1 PS S PS 1 PS 10 Herleitung der Beziehung zur optimalen Losgrößenformel - aus Kundenauftragsmenge mK wird die losbezogene Jahresmenge m (Stck./Jahre .Los) abgebildet, die entweder einmal im Jahr ( 1 Los) oder in mehreren Losen produziert wird; - Ansatz: gesamte Jahresmenge soll in einem Los produziert werden Berechnungsbeispiel m = 20 000 Stck./Jahre . Los ; Stückkosten KS = 10 DM/Stck ; Jahreskostensatz p = 10 % /Jahr; Kosten für Herstellung der Produktionsbereitschaft KPB = 100 DM/Los; 360 Kalendertage stehen für Produktion zur Verfügung Gesamtkosten für 1 Los/Jahr : Berechnung der Produktionskosten KPS /Stück (DM/ Stck.) 1. Schritt Ermittlung der Produktionskosten KPS je Stück bei den Losgrößen 1,10, 100, 500 und 1000 Stck./Los ( Jahresmenge soll in gleich großen Los- größen produziert werden ) KPS u.s.w. DM/Stück 100 80 60 40 Stück/Los 20 10 X 1 10 50 100 500 1000 Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
m 20000 K = = = L 40 Lose / Jahr x 500 a KT 360 = = = D 9 Tage / Los L 40 L a æ ö K æ ö 100 ç ÷ PB ç ÷ = × = + × = + × = K K x ; K K x 10 500 5100 DM / Los ç ÷ è ø x 500 s è ø B PS B 2. Schritt Ermittlung der Kapitalbindungs- und Lagerhaltungskosten Kapitalbindungs und Lagerhaltungskosten (Umlaufmittelbindung) • angefallene Materialkosten • Lohnkosten Finanzierung der Umlaufmittel i.d.R. Kreditierung • Kosten für Zwischenlagerung Transport Zinsen repräsentieren Kapitalbindungskosten • Leistungen Dritter Kapitalbindung KB (DM/Los) bei schwankenden Aufträgen exakte Kapitalbindung problematisch Nutzung durchschnittliche Kapitalbindung Losgröße (Stück/Los) 2.1 Schritt Ermittlung der durchschnittlichen Kapitalbindung Annahme : Losgröße sei 500 Stück Anzahl der Lose/Jahr : maximale Bearbeitungsdauer /Los : Mit dem Bearbeitungsfortschritt des Loses nimmt die Kapitalbindung KB zu und erreicht am 9. Tag das Maximum ( Formeln siehe Einleitung Berechnungsbeispiel) Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
æ ö K K x ç ÷ B PB = = + × = K K ç ÷ 2 x 2 Æ S è ø B æ ö 100 500 ç ÷ + × = 10 2 . 550 DM / Los è ø 500 2 = × K K p Æ BK B æ ö K x p ç ÷ PB = + × × K K ç ÷ x 2 100 S è ø BK æ ö 100 500 10 DM ç ÷ = + × × = 10 255 è ø × 500 2 100 Jahr Los KB 5100 Durchschn. Kapitalbindung . 0 9 18 27 36 360 Tage Berechnung der jährlich durchschnittlichen Kapitalkosten p Zusammenfassende Kenngröße für Material-,Lohn-, Lagerkosten und andere proportional anfallende Kosten für die Bearbeitung = „handling“ eines Loses Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
æ ö æ ö K K x p ç ÷ ç ÷ PB PB = + × + + × × K K m K ç ÷ ç ÷ x x 2 100 S S è ø è ø Ges æ ö æ ö 100 100 500 10 DM ç ÷ ç ÷ = + × + + × × = K 10 20000 10 204255 è ø è ø × 500 500 2 100 Jahr ( 40 ) Lose Ges æ ö æ ö K K x p ç ÷ ç ÷ PB PB = + × + + × × K K m K ç ÷ ç ÷ x x 2 100 S S è ø è ø Ges K × × × K m K x p × × S x p PB PB = + × + + K m × × × x x 2 100 2 100 S × × × K p K x p - 1 PB S = × × + × + + K m x K m 200 200 PB S 3.Schritt Ermittlung der Gesamtkosten Gesamtkosten = Produktionskosten + Kapitalbindungskosten DM/ Jahr . Los(e) Bei angenommener Losgröße von x = 500 Stück/Los : 4. Schritt Ableitung der optimalen Losgröße = Gesamtkostenminimum Gesamtkostenminimum Extermwertberechnung erste Ableitung Gesamtkosten Kges= 0 Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
× × dK K p K p - - 2 2 Ges S S = = - × × + - × × + = ¢ K K m x ; K m x 0 dx 200 200 Ges PB PB - 2 × × × × × × × K p K m x K p K m K m 200 2 S PB S PB PB = = = ; ; x × 200 200 2 K p x S × × K m 200 PB = x ( Stck ./ Los ) opt × K p s æ ö × × DM Stck . Stck . Jahr 100 20000 200 ç ÷ × × = x ; opt è ø × × Los Jahr Los DM 1 10 10 × × 200 m K fix = x × p K opt prop Andler`sche Losgrößenformel ` KPB Kosten für Herstellung der Produktionsbereitschaft m Jahresproduktionsmenge KS Stückkosten (Herstellkosten/ Stck.) p Jahreskostensatz Kapitalbindungs- und Lagerhaltungskosten Fortsetzung Beispiel xopt = 2000 Stck./Los Für die Gesamtauftragsmenge von 20 000 Stck. ergibt sich eine Fertigung von 10 Losen a 2000 Stück als ökonomisch günstigste Variante Andere Darstellung der optimalen Losgrößenformel Kfix KPB auftragsfixe Kosten Kprop KS auftragsproportionale Kosten Proportionale Kosten = variable Kosten Fertigungsorganisation/ Hochschule Mittweida (FH) Fertigungssteuerung University of Applied Scienes Prof . Dr . H. Lindner Fachbereich Wirtschaftswissenschaften
7.1.2 Dynamische Losgrößenoptimierung 7.1.2.1 Algorithmus nach Wagner-Whitin / Wagner,Whitin; Dynamic Version of the Economic Size Model ; Management Schience,(1958)5 / Optimale Losgröße = optimale Stückkosten Bsp.: In 4 Perioden werden jeweils b1 = 80, b2 = 100 , b3 = 30 und b4 = 60 Mengen- einheiten benötigt. Die Fixkosten zur Auflage eines Loses betragen 115.- €, die Lagerhal- tungskosten betragen je Mengeneinheit und Periode 1.- € 1. Vorwärtsrechnung Planungshorizont nur eine Periode Wenn in Periode 1 ein Los mit der Reichweite von einer Periode aufgelegt wird so ergeben sich die Kosten : 0,5 : Durchschnittsbestand der ersten Periode Planungshorizont zwei Perioden Wenn in Periode 1 ein Los mit einer Reichweite von 2 Perioden aufgelegt wird, ergeben sich die Kosten : Rüstkosten + Lagerhaltungskosten b1 + b2 Wenn in Periode 2 ein neues Los aufgelegt würde, müßten für diese Periode Kosten in Höhe von 115 + 0,5 • 100 = 165 gerechnet werden. Dazu kämen die Kosten der Periode 1 in Höhe von 155. Es ergeben sich damit Kosten in Höhe von 320. Die Optimalkosten bei einem Planungshorizont von 2 Perioden betragen 305 Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Planungshorizont drei Perioden Wenn in Periode 1 ein Los mit einer Reichweite von 3 Perioden aufgelegt würde, ergeben sich Kosten von : Wenn in Periode 2 ein Los für Periode 2 und 3 aufgelegt würde ergeben sich die Kosten : (Optimalkosten der Vorstrategie + Rüstkosten + Lagerhaltungskosten b2 + b3 ) Wenn in Periode 3 ein Los für Periode 3 aufgelegt würde, ergeben sich die Kosten: Die Optimalkosten bei einem Planungshorizont von 3 Perioden betragen 365 Planungshorizont vier Perioden Wenn in Periode 1 ein Los mit Reichweite für vier Perioden aufgelegt wird ergeben sich die Kosten : Wenn in Periode 2 ein Los mit Reichweite von 3 Perioden aufgelegt wird ergeben sich die Kosten: In Periode 3 Los mit Reichweite von 2 Perioden ergeben sich die Kosten: Wenn in Periode 4 ein Los für diese Periode aufgelegt wird entstehen die Kosten Die Optimalkosten bei einem Planungshorizont von 4 Perioden betragen 510 Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
2. Rückwärtsrechnung Das Kostenoptimum für einen Planungshorizont von 4 Perioden ergibt sich mit 510 Geldeinheiten, wenn als letztes ein Los in Periode 4 aufgelegt wird. Damit ist Periode 4 geplant Die optimale Strategie für den verbleibenden Planungshorizont bis Periode 3 erfordert ein letztes Los in Periode 2. Es bleibt noch ein Los in Periode 1 Planungshorizont 1 2 3 4 Bedarf 80 100 30 60 1 2 3 4 155 305 380 590 320 365 515 Periode in der zuletzt ein Los auf- gelegt wurde 435 525 510 Periode 1 : Losgröße 80 Periode 2 : Losgröße 130 Periode 3 : Losgröße 0 Periode 4 : Losgröße 60 Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
7.2 Durchlaufzeitverkürzung durch Losteilung Varianten zur Beschleunigung des Prozeßverlaufes: • Senkung der Zeitanteile für technisch-organisatorische Unterbrechungen • Senkung der technologischen Bearbeitungszeit ( Fertigungszeit) -Bei der Planung der technologischen Fertigungszeit (Prozeßsteuerung) werden wesentliche Zeitanteile durch technisch- organisatorische Unterbrechungen bestimmt. -Sie ergeben sich aus der zeitlichen Koordinierung und derReihenfolgebestimmung der einzelnen Arbeitsgänge. Ist die Fertigungslosgröße > 1 besteht die Möglichkeit das Los zu teilen und damit den Durchlauf zu beschleunigen Grundvarianten : 1. Reihenverlauf der Arbeitsgänge für das komplette Los 2. Parallelverlauf der Arbeitsgänge bei Losteilung 3. Kombinierter Verlauf der Arbeitsgänge bei Losteilung Fertigungsorgannisation/ Fertigungssteuerung Hochschule Mittweida University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
7.2.1 Technologische Fertigungszeit bei Reihenverlauf Alle Teile des Loses durchlaufen den jeweili- gen Arbeitsgang bevor das komplette Los zum nächsten Arbeitsgang weitergegeben wird Berechnung: • geplante Fertigungslosgröße : x = 3 (Stück/Los) • Stückzahl eines Teilloses : p = 1 (Stück/Los) • Dauer der Arbeitsgänge : AG1 = 10 (min./Stck.) • AG2 = 5 „ • AG3 = 20 „ • AG4 = 10 „ Teillose AG1 AG2 AG3 AG4 1 2 3 12 3 1 2 3 1 2 3 0 50 100 150 135 Fertigungsorgannisation/ Fertigungssteuerung Hochschule Mittweida University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
7.2.2 Technologische Fertigungszeit bei Parallelverlauf Beim Parallelverlauf wird das Los geteilt • Nach Beendigung AG1 desTeilloses 1 (Stückzahl1) • wird dieses sofort zu AG2 und nach dessen Ende • sofort zu AG3 weitergeleitet • usw. • Der Fertigungsbeginn unddie Weiterleitung des nächsten Teilloses richtet • sich nach der längsten Arbeitsgangdauer (AG3) • Ist im AG3 das 1. Teillos bearbeitet, kann sofort mit der Bearbeitung • des 2. Teilloses begonnen werden ( im vorherigen AG2 ist ist das 2. Teillos • gerade fertig bearbeitet. • Analog wird mit dem Teillos 3 verfahren • geplante Fertigungslosgröße : x = 3 (Stück/Los) • Stückzahl eines Teilloses : p = 1 (Stück/Los) • Dauer der Arbeitsgänge : AG1 = 10 (min./Stck.) • AG2 = 5 „ • AG3 = 20 „ • AG4 = 10 „ AG1 AG2 AG3 AG4 1 2 3 1 2 3 1 2 3 1 2 3 0 50 100 150 85 Fertigungsorgannisation/ Fertigungssteuerung Hochschule Mittweida University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Berechnung : Diskussion Parallelfertigung • wesentliche Verkürzung der technologischen Fertigungszeit • gegenüber Reihenverlauf • Die Arbeitsplatz/Maschinenbelegung ist gekennzeichnet durch • freie Zwischenzeiten, in denen gegebennenfalls andere Aufträge • gefertigt werden können • Bei kurzen Zwischenzeiten ist eine zusätzliche Auftragsfertigung • mit größerem Rüstaufwand nicht zu empfehlen Fertigungsorgannisation/ Fertigungssteuerung Hochschule Mittweida University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
7.2.3 Technologische Fertigungszeit bei kombinierten Verlauf • geplante Fertigungslosgröße : x = 3 (Stück/Los) • Stückzahl eines Teilloses : p = 1 (Stück/Los) • Dauer der Arbeitsgänge : AG1 = 10 (min./Stck.) • AG2 = 5 „ • AG3 = 20 „ • AG4 = 10 „ • Der Fertigungsstellungstermin des letzten Teilloses im jeweils längeren • von zwei benachbarten Arbeitsgängen bestimmt den Starttermin des letzten • Teilloses im nächsten nach dem länger liegenden Arbeitsgang • (AG1 - AG2, AG3 - AG4 ) • Der Fertigungsstellungstermin des 1. Teilloses im jeweils kürzeren von zwei • benachbarten Arbeitsgängen bestimmt den Starttermin des 1. Teilloses im • nächsten nach dem kürzeren Arbeitsgang liegenden Arbeitsgang • ( AG 2 - AG 3 ) AG1 AG2 AG3 AG4 1 2 3 1 2 3 1 2 3 1 2 3 0 50 100 95 Fertigungsorgannisation/ Fertigungssteuerung Hochschule Mittweida University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Bei dem kombinierten Verlauf lassen sich die Nachteile des Reihenverlaufes und des Parallelverlaufes kompensieren Berechnung Fertigungsorgannisation/ Fertigungssteuerung Hochschule Mittweida University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
8. Strategien der zwischenbetrieblichen Logistik Trend: In arbeitsteiliger Wirtschaft nimmt Fertigungstiefe infolge Konzentration auf das Kerngeschäft immer weiter ab Produkte werden vermehrt in unternehmensübergreifenden Prozeßketten gefertigt E-Commerce (Warenhandel Internet) gewinnt an Bedeutung (Hochrechnung Weihnachtsgeschäft 2003 : 1/10 Umsatz via Internet ) Vorlesung Materialwirtschaft ( Bedarfsermittlung,Bestands- planung, Bestellabwicklung,Lieferantenauswahl) 8.1 Einsparpotentiale im Einkauf Abhängig von Branchen + Professionalisierung ( Wertung Einkaufsstrategie + Einkaufsorganisation + Einkaufsinstrumente im Unternehmen) Beklei- dung Einzel- handel Nahrungs- industrie Maschinen- bau Chemie Elektronik 19, 2 23, 8 22,0 28,1 24,0 22,5 12, 4 13, 1 19,5 25,2 30,0 38,0 68, 4 63,1 58,5 46,7 46,0 39,5 Sonstige Kosten Anteil der Beschaffungskosten in verschiedenen Branchen / Droege: Gewinne einkaufen. Gabler, Wiesbaden 1998/ Personalkosten Beschaffungskosten
8.2 Operativer Einkauf ( Ware zum richtigen Ort, richtige Zeit,richtige Qualität) Sicherheit der Versorgung im Mittelpunkt) Konsequenzen: Steigerung der Wettbewerbsfähigkeit durch systematische Kostensenkung unerkannt • Einkauf bekommt zu spät an Informationen ( keine Alternativlieferanten) • Bei Beschaffung nur Einkaufsabteilung und Logistik aktiv# • Sichere Versorgung steht im Mittelpunkt (Preispolitik wird unterdrückt) • seltene Prüfung der Lieferanten • langjährige Beziehungen werden „friedlich“gestaltet ( kein Wettbewerb) • Anfragen gehen nur an bekannte Lieferanten 8.3 Strategischer Einkauf Integration aller kosten-, qualitäts-, und logistikoptimalen Beschaffungsmöglichkeiten • Komplexitätsreduktion am Produkt ( Wertanalyse, Standardisierung) • Systematisches „make or buy“ • Volumenbündelung, Global-Sourcing (Internetnutzung) 8.4 Single Sourcing Konzentration auf einen leistungsfähigen spezialisierten Lieferanten (Nutzung + Abstimmung know-how) Weitere Kostensenkungspotentiale ergeben sich durch Abgabe der Bereiche an Systemlieferanten: • Produktionsstörungen/ • Unterbrechungen • Nichterfassung neuer Tech- • nologien • „Switching Costs“ • =Wechselkosten: Strafen bei • vorzeitiger Vertragskündigung, • Kosten die zusätzlich bei Wechsel • anfallen) • Forschung/Entwicklung • Qualitätssicherung • Materialeinkauf/Lagerung • Disposition Aber auch Risiken Abschwächung der Risiken Dual Sourcing = mindest 2 Systemlieferanten Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
8.5 Modular Sourcing Komplettvergabe von Modulen an Zulieferer Voraussetzung: • technisch komplexe Produkte ermöglichen Unterteilung des • Finalerzeugnisses in Module • selbstständige Herstellung der Module bringen dem Unternehmen • keine Wettbewerbsvorteile • Standardprodukte mit hohem Produktionsvolumen + Preiselastizität • in der Nachfrage Vorteile : • Nutzung Entwicklungs- Know-how des Zulieferers • Einsparung Entwicklungskapazität • Verlagerung Investitionen für Versuchsbau (Prototypen) • Kostenreduktion + Produktionssteigerung durch Standardisierung • (Automobilindustrie : Autoplattformen = Modulbildung von Funktions- • gruppen) Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Produktion der Zulieferteile nach Just-In-Sequence (Lieferung exakt nach Verbrauch am Montageband) Problem Just-In-Sequence und Just-In-Time Lieferung: = systembedingte Anfälligkeit, da die minimalen Materialpuffer kaum Produktionssystem in Krisenszenarien „abfedern“ ( Verkehrschaos, Streik) Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Mercedes Produktionssystem Rastatt Zulieferer „im Werk“ • 50 % aller Teile durch Hängeförderer an das Montageband • große Nähe der Zulieferer positiv für Qualitätssicherung (schnelle actio-reactio) • durch Einsatz der Hängeförderer Einsparung von 110LKW- Transporten/Tag Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Systemlieferant VDO Bentley Continental GT (500 PS, 175.000.- € ) • 12 Zylinder VW • Luftfederwerk VW • Allrad + Automatik AUDI • Nur Karosserie Eigenentwicklung • (wird in Deutschland gefertigt und in GB end- • montiert) Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Modulkonsortium VW AG in Resende (Brasilien) • 1500 Mitarbeiter • 200 VW-Angestellte ( Vertrieb, Marketing,Entwicklung,Qialitätswesen) • - Werkmeister ( Hochschulabschluß, Maschinenbauingenieure,langjährige Er- • fahrungen in Produktion) • - gemeinsam mit Modulpartnern wird Produktion organisiert • Alle Zulieferer werden in den Montageprozeß integriert Bsp.: VDO do Brasil Medidores Das in einem anderen Werk gefertigte Kombiinstrument (Tacho,Wasser- temperatur, Uhr,Öldruck etc) wird von Beschäftigten von VDO zusammen mit Lenkrad,Pedalen,Sitzen+ Innenausstattung zur Kabine montiert und End- montagelinie zugeführt Vorteil : • Reduzierung Anlauf – und Her- • stellkosten um 25 % • Verkürzung Durchlaufzeit 30 % • höhere Qualität ( Modullieferanten • volle Verantwortung für • Produktion + Module) Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
8.6 Global Sourcing = weltweite Beschaffung von Einzel-, Bauteilen und Handelswaren = effizientes Nutzen weltweiter Ressourcen ( Personal,Material,Energie, Kapital) Früher: Anwendung für Leistungen mit niedrigen Versorgungsrisiko und großem Wertefluß Heute: Anspruchsvolle Güter mit qualitativen Risiko und hoher Dynamik ( Märkte in Asien haben hohen = europäischen Qualitätsstandard erreicht) Voraussetzungen für global sourcing : • Beherrschbarkeit der Logistikkette (Ländergrenzen, Rechtssysteme) trotz steigen- • der Komplexität der globalen Datennetze und unterschiedlichster Transportmittel • Entwicklung und Einsatz weltweiter Einkaufsinformationssysteme • ( Bereitstellung Informationen über Beschaffungsmarkt und Lieferanten, Schaffung • der Transparenz beim Einkauf bezüglich der Nutzung von Kostensenkungs- • potentialen) Bsp.: Siemens Purchasing Technology (Einkaufsinformationssystem) Basic Service Knowledge via intranet) Professional Service Business Data via Intranet Operational Service Purchasing via Internet Basis Service stellt über Intranet einen knowledge Pool über verschiedene Fragestellungen zur Ver- fügung Professional Service stellt Über Intranet Business Daten Zur Verfügung Operational Service hilft den operativen Einkauf im Sinne eines E-Commerce zu realisieren • Einkaufsinformationssysteme • Main User Convoys • Benchmarking Best • Practices • Marktanalysen der Inter- • national Procurement • Offices • lancieren von Ausschrei- • bungen mit deren Hilfe die • Lieferanten die Angebote • über Internet einreichen • können • Rechtsfragen • Verträge • Weiterbildungsangebote • Marktübersichten Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Bsp.: Alpha-Server DS104 von Compaq 1 Fans Japan/Taiwan 2 CPU and fan China/Taiwan 3 Chassis Hong Kong/Mainland China 4 PCI riser card Scotl 5 Power Supply China/Taiwan/Mexico 6 Heatsink U.S. Vorteil/ Nachteil Global Sourcing : Vorteil Nachteile/Probleme • strategische Ziele: • -Importe meist mit hohen Zöllen; • Marktanteil läßt sich vergrößern, • wenn Wertschöpfung produziereden • Land erfolgt • Hauptproblem = Informationsmangel • Transparenz im Einkaufsgeschehen, • Beschaffungsmarkt,Lieferanten • hoher Aufwand Logistik/Controlling • Einsatz unterschiedlicher Transport- • mittel • Sprache,Normen,Kultur,Mentalität • Vermeidung Devisenverluste • Produktionsort = Verkaufsort • Kostenreduktion • niedrige Lohnkosten in Her- • stellländern Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
8.7 Supply-Chain-Management Integrierende Betrachtungsweise der Wertschöpfungskette = durchgehende Gestaltung der gesamten Informations- und Materialflüsse über die gesamte Logistikkette ( Lieferant – Produktion – Kunde ) „ In der Zukunft werden nicht einzelne Unternehmen miteinander im Wettbewerbstehen, sondern Logistikketten oder ganze Netzwerke „ / Siemens AG, Supply- Chain- Council, 2000“ / Wertschöpfungsverbund Traditionell : Einzelne Unternehmen fokusieren ihre Effizienzbemühungen darauf, sich gegenseitig Hohe Leistungsanforderungen „abzuringen“ Das Ergebnis der Verhandlungen hängt von der Einkaufsmacht des Händlers und von der Markenatraktivität des Lieferanten an Logistikketten (Supply-Chains) stellen Wertschöpfungsverbunde mit verschiedenen Partnern dar Für Prduktionsunternehmen : logistische Dienstleister, Endkunden, Zulieferer Gesamtprozeßoptimierung in der logistischen Kette genau so wichtig wie Prozeßoptimierung der Produktion Beim Supply-Chain-Management wird der Einkauf zur strategischen Unternehmens- funktion Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Traditioneller Einkauf Supply-Chain-Management • Opportunitätskooperation • Preisorientiert • Breite Lieferantenbasis • häufige Lieferantenwechsel • Unzuverlässige Anlieferung • Funktionale Trennung • Unkoordinierte Kapazitäten • langfristige Partnerschaften • Totale Kosten • Single und Modular Sourcing • Wenige Lieferantenwechsel • Synchronisierte Anlieferung • Gemeinsame Entwicklung • Durchgängiger Informationsfluß Bsp.: Unternehmensübergreifende Betrachtungsweise der Prozeßkette Herstellung von Fensterhebern Türmodulhersteller Stahlwerk Preßwerk Fensterheberhersteller Autohersteller Stahl- lieferant Grund- platte Türmontage Schweißen Monieren Montage Konsignationslager Halte- platte Teil 1 Teil 2 Teil x Teil 1 Teil x Spritzteile Drehteile Lackieren Spritzteilher- steller Granulat Dreherei Lackierung Granulathersteller Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Ziel: Anstreben Gesamtoptimum für alle im Supply-Chain eingebundenen Unternehmen Planen, Gestalten, Lenken Liefern Beschaffen Produzieren Liefern Beschaffen Produzierten Liefern Beschaffen Produzieren Liefern Betrachtetes Unternehmen Kunde (extern/intern) Lieferant (extern/intern) Erster Lieferant Knecht und König zugleich ( DIE ZEIT 12.10.2002) • PS-Riesen(Autokonzerne) konzentrieren sich auf das „vornehme“ Autogeschäft • ( Bankgeschäfte, Leasing,Service) • Zulieferer übernehmen klassische Autoproduktion • 2010 : durch diesen Rollentausch übernehmen Systemlieferanten ¾ der Produktion • (= 62% des Fahrzeugpreises) • Wunschlieferanten im Supply Chain sind Könige, Riesen und Zwerge zugleich; • wer sich dem Supply Chain Management beug, hat gute Chancen im globalen • Verdrängungswettbewerb zu bestehen ( Autokonzerne übernehmen zum Teil • Risikokapital zur Systementwicklung beim Zulieferer, Zulieferer werden zur • Krativität gezwungen) Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Entwicklung von strategischen Partnerschaften in der gesamten Wertschöpfungs- • kette um Kapitalbasis zu schaffen (Risikostreuung bei Entwicklung + Produktion) Firma Hella ( Beleuchtung) und Behr(Klima,Kühler,Heizungen) produzieren 700.000 Front-End-Module fürdie Automobilindustrie • 80 % der Systemzulieferer wollen selbstständig bleiben • in der Automobilindustrie werden bis 2010 nur 300 Systemlieferanten „überleben“ • Wer in den nächsten 10 Jahren in dem globalen Ausleseprozeß ( Network-Value- • Strategie) nicht um mindestens 60 % wächst muß weichen 8.7.1 Supply Chain-Controlling /Zäpfel,G.: Supply Chain-Controlling und dynamische Regelung der Material- und Warenflüsse.Ueberreuter Wien 96/ Sicherung der maximalen Wirtschaftlichkeit bei Managementaufgaben inner- halb der gesamten Lieferkette Strategische Zielsetzung Langfristige Existenzsicherung, Qualitätssicherung,Motivation der Mitarbeiter Jahresplan Geschäftsplanung Monatsplan Hohe Marktattraktivität des Unternehmens, Auftragslage, Liefertreue,niedrige Transport- und Gewährleistungskosten Aggregierte Absatz- Produktionsplanung Optimale Versorgung,mini- male Bestände Materialbedarfsplaung Produktionsplanung (Erzeugnisebene) Vertriebsplanung Wochenplan Ware + Materialfluß Beschaffung Fertigungssteuerung Datenauswertung Vertrieb/Absatz Tagesplan Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften
Hochschule Mittweida Fertigungsorganisation/ Fertigungssteuerung University of Applied Sciences Prof. Dr. H. Lindner Fachbereich Wirtschaftswissenschaften