Download
1 / 32
410 likes | 1.4k Views
Theoretical Model of the Kraft Pulping Process. Quak Foo Lee Department of Chemical and Biological Engineering The University of British Columbia. The Kraft Pulping Recipe. Uniformity of ingredients Sufficient steaming of chips for complete air removal

E N D
Theoretical Model of theKraft Pulping Process Quak Foo Lee Department of Chemical and Biological Engineering The University of British Columbia
The Kraft Pulping Recipe • Uniformity of ingredients • Sufficient steaming of chips for complete air removal • Good access of liquor to all chip surfaces LIQUOR WOOD HEAT
Degree of Delignification • Heating rate and time • Maximum temperature • Cooking time at that temperature • Pulping outcome (kappa number, pulp yield, and product quality)
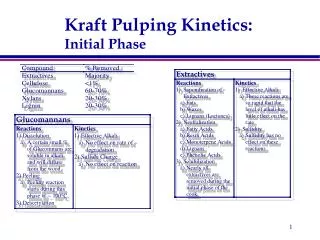
Chemical Kinetics • The reaction mechanisms form a very complex entity in Kraft pulping. • The dissolution rates of lignin, carbohydrates and other components vary greatly. • The diffusion of active components in the cooking liquor (mainly OH- and HS-) through wood cells is complicated. • The reaction occurs in an essentially heterogeneous solid-liquid phase system coupled with mass and heat transfer.
Assumptions • The liquor penetration rate is infinite • The chips are isothermal • The pulp chips are one-dimensional • The bulk phase is homogeneous and well stirred • Wood is divided into lignin, carbohydrate, and acetyl • Pulping reactions are irreversible
Assumption 1 • The liquor penetration rate is infinite • The liquor penetration is complete about the temperature reaches 1400C during a typical kraft cook (Hartler, 1962). • At this low temperature the delignification reactions are still low.
Assumption 2 • The chip are isothermal • The characteristic time for heat transfer is much less than other characteristic times of the pulping process. • The heats of reaction of pulping reactions are essentially zero.
Assumption 3 • The pulp chips are one-dimensional • Chip thickness is the critical dimension. • Pulp chips have a length to thickness ratio of about five to one. • In alkaline pulping the diffusivities in the three primary directions are not significantly different (Rydholm, 1965; Stone, 1957; Harter, 1962). • Therefore, chip thickness is the critical dimension.
Assumption 4 • The bulk phase is homogeneous and well stirred • The digester is modeled as a CSTR in which the mass transfer coefficient from the bulk phase to the chip phase is assumed to be infinite. • These are good assumptions for modeling a laboratory scale digester and will be relaxed when modeling the industrial scale digester.
Assumption 5 • Wood is divided into lignin, carbohydrate, and acetyl • Combining the carbohydrates into one category is justified because in softwoods the relative degradation rates of different carbohydrates are not significantly altered by normal changes in pulping conditions (Aurell and Hartler, 1965; Yllner et a., 1957). • The acetyl groups are considered as a separate component (galactoglucomannans) because they consume a small, but significant, amount of alkali in a well-characterized fashion. • The other major wood component, the extractives is assumed to be dissolved out of the wood before pulping begins (Olm and Tistad, 1979).
Assumption 6 • Pulping reactions are irreversible • Condensation reactions occur when the cooking liquor lignin concentration is high and the alkali concentration is low (Harter, 1978). • The condensation reactions occur at the end of a cook and at the center of thick chips.
Kraft Pulping Process Bulk Phase HS- Degradation products OH- convection convection diffusion diffusion Chip Phase HS- Degradation products OH- Wood Components
Kinetic Models • Single variable model: H-factor (Vroom 1957) • Three phase model (Gustafson et al. 1983) • “Two lignin” model (Gustafson et al. 1983)
Single Variable Model: H-factor • H-factor: combines temperature and time into a single variable representing the extent of the cooking (Vroom 1957). • The delignification is assumed to be one single reaction. Rate of delignification
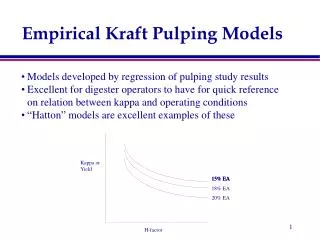
Pulp Yield • Hatton’s (1973) model which predicts the kappa number and yield for a variety of wood species: • Where Y = the total pulp yield (%) H = H factor EA = the applied effective alkali charge (weight % as Na2O on wood) A, B, n = constants which are species dependent
Three Phase Model: Gustafson’s Model • Initial delignification: (Lignin > 22.5%) • Bulk delignification: (2.2% < Lignin < 22.5%) • Residual delignification: (Lignin < 2.2%)
Initial Delignification: (Lignin > 22.5%) polyethylene
Bulk Delignification: (2.2% < Lignin < 22.5%) polyethylene
Residual Delignification: (Lignin < 2.2%) polyethylene
L = the lignin content • C = the carbohydrates content • [OH-] = the hydroxyl ion concentration • [SH-] =the hydrosulfide ion concentration • k = species related constants
Two Lignin Model • Lignin is divided into high and low reactivity lignin, also called fast and slow lignin (Smith and Williams 1975; Saltin 1992).
Diffusivity • Development of the continuous digester has been focused o high production capacity and improved pulp quality. • The largest continuous digester currently in operation has a capacity of over 2000 tons/day. • The dimension of the digester increases with its capacity. • With large dimensions, solid pressure/stress in the chip mass tends to be high, making the chip mass more compacted, and efficient diffusion becomes a key issue in practice.
Diffusion • The diffusivities of the carbohydrate and the lignin are zero since these species are bound in the wood. • The diffusivity of the sulfide is unimportant because the sulfide concentration is held constant. • The reaction products of delignification and carbohydrate peeling diffuse out. (But, we are not concerned with the rate because the pulping reactions are assumed to be irreversible.)
Diffusivity of Alkali • Mckibbins (1960): measured the diffusivity of sodium in kraft cooked chips. • Gustafson (1983): corrected diffusivity with respect to pH and lignin content. where D = diffusivity, cm2/min R = gas constant (cal/mol· K) T = temperature (K)
Liquor Density • Liquor density: depends on the solid concentration and temperature. • Approximation for the density up to 50% dry solids (Gullichsen 1999): • where ρ = density of black liquor (kg/m3) T = temperature (0C) X = dry solids concentration (kg dry solids/ kg)
Effect of Solid Concentration and temperature on Liquor Density Y-axis: ρ = density of black liquor (kg/m3) X-axis: X = dry solids concentration (kg dry solids/ kg) T = temperature (0C)
Viscosity • The viscosity of black liquor (mixture of white liquor and dissolved solid material) depends on several factors, particularly the temperature and solids content.
Viscosity • An estimate of the kinematic viscosity (Gullichsen 1999): • where ν = kinematic viscosity (mm2/s) T =temperature (K) ai, bi = constants
20% Dry Solids ContentLiquor Kinematic Viscosity (mm2/s) vs. Temperature (K)
References • Vroom, K. E. The H factor: A means of expressing cooking times and temperatures as a single variable, Pulp and Paper Mag. Can. 58(3):228-231(1957). • Gustafson, R., Sleicher, C., Mckean, W., Theoretical Model of the Kraft Pulping Process, Ind. Eng. Chem. Process Design & Development, 22(1):87-96 (1983).